Содержание
Ремонт двигателей ЯМЗ в Уфе, автосервис(СТО) для ЯМЗ, цены — Автосервис ТрансМаркет
Сервис по ремонту грузовиков ТрансМаркет в Уфе специализируется на ремонте двигателей ЯМЗ 238, 240 всей отечественной техники, в которой они установлены: сельскохозяйственной, строительной, грузопассажирской. Опытные мастера автосервиса проведут диагностику ДВС ЯМЗ и произведут качественные ремонтные работы любой сложности на оборудовании профессионального уровня по оптимальным ценам.
Запись на ремонт ЯМЗ можно произвести, позвонив в офис по телефону +7 (347) 266-18-09 или заполнив форму заявки.
Записаться на ремонт ЯМЗ
Перезвоним в течение часа
Установите флажок
Сообщение отправлено
Cкоро наши менеджеры
свяжутся с Вами
Ярославские двигатели зарекомендовали себя качественными и надежными, но чрезмерные нагрузки, естественный износ, плохое топливо и масло, халатно проведенное ТО, являются факторами, влияющими на срок их эксплуатации.
Признаки приближающегося ремонта двигателя ЯМЗ
Чтобы избежать дорогостоящего и длительного капитального ремонта, при появлении следующих признаков советуем сразу обратиться к специалистам:
- ДВС начал работать нестабильно на холостом ходу или под нагрузкой.
- Увеличился расход топлива, масла.
- Слышны исходящие от двигателя стуки и прочие посторонние звуки.
- Возникли затруднения при запуске мотора.
- Снизилась мощность.
- ДВС начал перегреваться.
- Изменился цвет и плотность выхлопных газов.
Комплексная диагностика позволит разобраться в причине неисправности и вовремя устранить ее.
Особенности ремонта ЯМЗ
По сложности ремонт ДВС можно разделить на несколько видов: текущий, позволяющий устранить незначительные поломки, средний, включающий в себя реставрацию определенных деталей, капитальный – наиболее сложный и затратный, при этом подлежат замене основные узлы мотора. При проведении данных работ, возможно, потребуется ремонт КПП ЯМЗ. Комплекс проводимых нашим автосервисом ремонтных работ включает в себя:
При проведении данных работ, возможно, потребуется ремонт КПП ЯМЗ. Комплекс проводимых нашим автосервисом ремонтных работ включает в себя:
- Диагностику, включая компьютерную.
- Снятие, разборку, дефектовку всех деталей мотора.
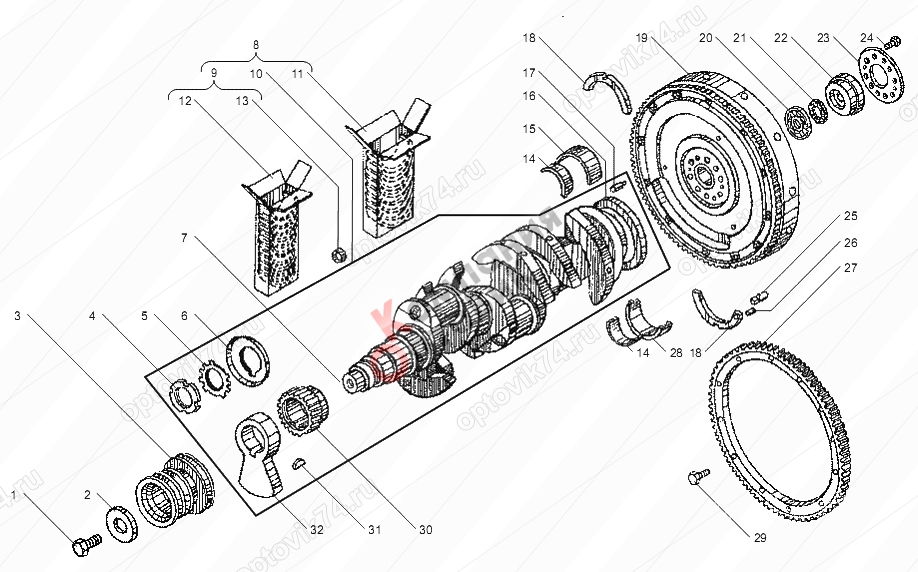
- Проверку, ремонт или замену: распределительного или коленчатого вала, поршневой группы, блока цилиндров, топливной аппаратуры и прочих элементов.
- Сборку, регулировку, испытание и установку ДВС.
Все необходимые для восстановления мотора ЯМЗ оригинальные запчасти, по приемлемым ценам, можно купить в магазине при автосервисе. Это позволит существенно сэкономить время и бюджет на проведение ремонта. На все выполненные работы, как и на детали, приобретенные в ТрансМаркете, предоставляется гарантия.
Цены на ремонт ЯМЗ
Капитальный ремонт
|
№ |
Наименование работ |
Цена |
|---|---|---|
|
|
|
35 000 |
|
|
|
36 667 |
|
|
|
40 000 |
|
|
|
41 667 |
 ремонт ЯМЗ 236 (разборка, мойка, дефектовка, сборка, обкатка, покраска)
ремонт ЯМЗ 236 (разборка, мойка, дефектовка, сборка, обкатка, покраска)
Ремонт двигателя
|
№ |
Наименование работ |
Цена |
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 10
10
Ремонт коробки передач КПП
|
№ |
Наименование работ |
Цена |
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ремонт топливного насоса высокого давления ТНВД
|
№ |
Наименование работ |
Цена |
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
8 000 |
|
6 |
|
8 500 |
|
7 |
|
8 500 |
|
8 |
|
8 500 |
|
9 |
|
5 000 |
 5 (ЯМЗ 236)
5 (ЯМЗ 236)
 8 (ЯМЗ 240 турбо)
8 (ЯМЗ 240 турбо)Капитальный ремонт двигателя ЯМЗ-236НЕ2-3 — Автомобили МАЗ типа 54329
Ярославль
| Компании: | 11 541 |
| Товары и услуги: | 25 542 |
| Статьи и публикации: | 700 |
| Тендеры и вакансии: | 140 |
Вход в личный кабинет
А ваша компания есть в справочнике?
Компании
Товары и услуги
Тендеры
Вакансии
Статьи и публикации
Например: Красота
130 000 р.
Купить
Автомобили МАЗ типа 54329
посмотреть все (7)
Другие товары и услуги компании:
Капитальный ремонт двигателя ЯМЗ-238Д
Шасси и самосвалы МЗКТ (под КП ЯМЗ-202)
130 000 р.
Капитальный ремонт двигателя ЯМЗ-7511.10-06
Автомобили МАЗ (под КП ЯМЗ-202)
175 000 р.
Капитальный ремонт двигателя ЯМЗ-236М2-1
Автомобили МАЗ (семейство 53371, 5551)
100 000 р.
Капитальный ремонт двигателя ЯМЗ-236М2-2
Компрессорные станции Читинский машзавод
100 000 р.
Капитальный ремонт двигателя ЯМЗ-236НЕ
Автомобили МАЗ типа 54329
115 000 р.
Капитальный ремонт двигателя ЯМЗ-6562
Бортовые автомобили, тягачи, самосвалы, шасси МАЗ
160 000 р.
Товары и услуги других компаний:
ЯМЗ 238 НД 5
Двигатель ЯМЗ 238НД5. Предлагаем капитальный ремонт двигателей ЯМЗ всех модификаций (в том числе «Евро-2») для обеспечения работоспособности автотракторной, сельскохозяйственной и другой техники
370 000 р.
ЯМЗ 236М2
ЯМЗ 236 М2. Предлагаем капитальный ремонт двигателей ЯМЗ всех модификаций (в том числе «Евро-2») для обеспечения работоспособности автотракторной, сельскохозяйственной и другой техники
285 000 р.
Р/к для ремонта двигателя ямз-236 м2
236-2000005 р/к для ремонта двигателя ямз-236 м2
1 020 р.
Р/к для ремонта двигателя ямз-236 м2 (с 2003г. в.)
236-2000005-02 р/к для ремонта двигателя ямз-236 м2 (с 2003г. в.)
1 000 р.
Двигатели и запчасти ЯМЗ, ЯЗДА, ТМЗ, РТИ
Двигатели и запчасти ЯМЗ, ЯЗДА, ТМЗ
Двигатели ЯМЗ Ярославский моторный завод ОАО «Автодизель»
Двигатели и запасные части ЯМЗ-236, ЯМЗ-238, ЯМЗ-240, ЯМЗ-7511, ЯМЗ-7514, ЯМЗ-8401, ЯМЗ-850 — Ярославский моторный завод ОАО «Автодизель»
- Авто, мото
Автозапчасти
Информация о продавце
Ярославские моторы
- +7 (4852) 94-21-03
- г.
 Ярославль, Ленинградский пр-т, д.27Б
Ярославль, Ленинградский пр-т, д.27Б - yar-dizel.ru/
.jpg) Ярославль, Ленинградский пр-т, д.27Б
Ярославль, Ленинградский пр-т, д.27БМы выполняем капитальный ремонт двигателей ЯМЗ и ТМЗ. Поставляем двигатели ЯМЗ, запчасти ЯМЗ, ремкомплекты ЯМЗ.
Оценка экономических потерь от ошибки измерения
Реферат
Многие предприятия, в том числе и ремонтные, сталкиваются с проблемой потерь из-за погрешностей измерений. Установлено, что на величину потерь от погрешности измерения влияют тип (погрешность) применяемого средства измерений, разброс контролируемого параметра (закон распределения, зона рассеяния), особенности технологического процесса. В статье представлена разработанная авторами обобщенная теоретико-математическая модель, описывающая порядок формирования потерь от погрешностей измерений. Разработанная модель адаптирована применительно к ремонтному производству на примере контроля диаметров коренных шеек коленчатого вала двигателя ЯМЗ-238. Апробация разработанной методики позволила определить потери от погрешности измерения при контроле диаметров впадин шеек коленчатого вала с помощью различных измерительных приборов. Установлено, что наибольшие потери получаются при использовании средств измерений с наибольшей погрешностью, а наименьшие – с наименьшей погрешностью. Применение более точного измерительного прибора вместо рекомендованного позволит снизить потери от погрешности измерения при входном контроле новых коленчатых валов в ремонтной мастерской более чем на 77 %.
Установлено, что наибольшие потери получаются при использовании средств измерений с наибольшей погрешностью, а наименьшие – с наименьшей погрешностью. Применение более точного измерительного прибора вместо рекомендованного позволит снизить потери от погрешности измерения при входном контроле новых коленчатых валов в ремонтной мастерской более чем на 77 %.
Ключевые слова: Потери от погрешности измерения, погрешность измерения, измерение линейных размеров
Введение
Измерительные процессы являются неотъемлемой частью любого технологического процесса, они необходимы для контроля качества и принятия управленческих решений. Любой результат измерения содержит ошибку. Из-за наличия погрешностей измерения и разброса контролируемых величин возможны погрешности 1-го и 2-го рода, эти погрешности приводят к потерям. Потери из-за ошибки измерения классифицируются следующим образом:
- потери из-за погрешности измерений — при измерении контрольных параметров оборудования, итоговом контроле и контроле качества продукции;
- убытки, возникающие из-за погрешностей измерений при осуществлении расхода, учета и дозирования;
- потери, отклонения от отклонений параметров технологического процесса от оптимальных показателей из-за погрешностей измерений.

Применительно к контролю размеров деталей вероятность ошибок 1-го и 2-го рода приводит к тому, что часть исправных деталей может быть забракована, а часть бракованных попадает в исправные. Кроме того, потери от ошибок измерения могут иметь и более серьезные последствия, когда на основании информации об объекте контроля делается вывод о партии деталей или изделий (Чиу и др., 2021; Размхахет и др., 2021).
Постановка проблемы
Многие предприятия, в том числе ремонтные мастерские, терпят убытки из-за ошибок измерения, ошибок чтения или плохого управления системами сбора данных (Alves et al., 2006; Chang & Hoi, 2001). В современных исследованиях вопросы, связанные с оценкой потерь от погрешностей измерений, рассматриваются с позиций оценки рисков и возможностей процесса (Коксал и др., 2013; Коксой и др., 2019). Такой подход позволяет рассматривать процессы измерений как процессы системы управления предприятием и управлять ими в соответствии с требованиями ИСО 9. 001 (Леонов, Шкаруба, 2020а). Анализ существующих методов расчета потерь из-за погрешности измерения показал, что все они носят чисто теоретический характер и не учитывают специфики конкретного технологического процесса (Ву, 2013). Особенностью современного машиностроительного производства является назначение таких допусков, которые позволяют обеспечить определенный запас точности в соединениях (Леонов, Шкаруба, 2019; Леонов и др., 2020в), а также необходимую точность размерных цепей (Ерохин и др.). и др., 2021), но при этом происходит снижение допусков, повышение точности обработки и, как следствие, необходимость применения более точных измерительных приборов.
001 (Леонов, Шкаруба, 2020а). Анализ существующих методов расчета потерь из-за погрешности измерения показал, что все они носят чисто теоретический характер и не учитывают специфики конкретного технологического процесса (Ву, 2013). Особенностью современного машиностроительного производства является назначение таких допусков, которые позволяют обеспечить определенный запас точности в соединениях (Леонов, Шкаруба, 2019; Леонов и др., 2020в), а также необходимую точность размерных цепей (Ерохин и др.). и др., 2021), но при этом происходит снижение допусков, повышение точности обработки и, как следствие, необходимость применения более точных измерительных приборов.
Объектом исследования являются измерения, проводимые при контроле линейных размеров деталей в ремонтном производстве. Предметом исследования являются экономические потери от погрешностей измерений.
Исследовательские вопросы
В ходе исследования были заданы следующие вопросы:
- Какие факторы влияют на размер потерь из-за ошибки измерения?
- Как математически описать порядок формирования потерь применительно к реальному объекту измерения?
- Каковы экономические потери от погрешностей измерений при контроле реального объекта в ремонтном производстве?
Цель исследования
Ответы на поставленные вопросы позволят решить выявленные проблемы, разработать и апробировать методику оценки экономических потерь, возникающих от погрешностей измерений на каждом этапе контроля в ремонтном производстве.
Методы исследования
В исследовании использовались теоретические и экспериментальные методы. Составлены и проанализированы математические модели влияния погрешностей измерения на результаты сортировки деталей в ремонтном производстве. Для обработки экспериментальных данных использовались методы теории вероятностей, математической статистики, стандартные и специально разработанные алгоритмы, а также компьютерная программа, разработанная в среде Delthe7.
Находки
Теоретические обоснования потерь от ошибок измерения
Погрешность измерения при входном контроле материалов и контроле продукции в технологическом процессе приводит, во-первых, к ложной отбраковке и утрате годных материалов или продукции, во-вторых, к пропуску негодных материалов и полуфабрикатов для дальнейшей переработки, что приводит к излишним затратам на последующие технологические и контрольные операции.
Ошибка выходного контроля влияет на потери из-за ложной браковки готовой продукции или потери, связанные с переходом бракованной продукции к потребителю. Погрешность измерения параметров технологического процесса определяет процент выхода годной продукции на данной технологической операции.
Погрешность измерения параметров технологического процесса определяет процент выхода годной продукции на данной технологической операции.
Периодичность контроля накладывает отпечаток на количество забракованных и пропущенных изделий, в том числе ложно забракованных и пропущенных бракованных.
Объем контролируемого объекта определяет (вместе с характеристиками контролируемого параметра продукции и погрешностью измерения) вероятности принятия решений при контроле, а, следовательно, и долю бракованной и принятой продукции.
Количество измеряемых параметров при контроле определяет методы расчета вероятностных характеристик и всех вышеперечисленных последствий контроля.
Зависимость годовых потерь от погрешности измерения можно получить в результате (Леонов, Шкаруба, 2020а):
- проведение должным образом спланированного активного факторного эксперимента;
- теоретический анализ технологического процесса, параметры которого измеряются при контроле процесса;
- моделирование процедуры оптимизации режима технологического процесса с использованием вычислительной техники.

В общем виде годовые потери от погрешности измерения при контрольной операции рассчитывают по формуле
л
с
«=»
Б
·
н
·
л
н
+
м
·
л
м
(1)
где – общее количество продукции, подлежащей контролю в течение года, шт.; – доля ложно забракованных изделий от общего количества; – средние потери от ложной браковки продукции, руб./шт.; – доля бракованной продукции, признанной годной; – убытки, вызванные попаданием бракованной продукции в производственный процесс или к потребителю, руб./шт.
Формула (1) описывает только общее понятие потерь. Рассмотрим формирование этих потерь на более глубоком уровне. Экономические потери, связанные с возникновением ошибок контроля, обусловлены появлением бракованной продукции на данной технологической операции и определяются как потери от брака этой продукции на последующих технологических или контрольных операциях с учетом вероятности их обнаружения на каждой операция:
л
м
«=»
∑
я
«=»
1
к
л
д
я
⋅
п
я
+
л
с
с
⋅
п
Дж
(2)
, где – потери при обнаружении брака изделия на последующей операции, руб. /шт.; – вероятность обнаружения бракованного изделия на технологической или контрольной операции; – количество контрольных или технологических операций, при которых возможно выявить брак изделия, возникающий при данной технологической операции; – убытки предприятия при предъявлении претензии или штрафа в случае обнаружения у потребителя недостатка, руб./шт.; – вероятность обнаружения бракованного товара на операциях выходного контроля или у потребителя.
/шт.; – вероятность обнаружения бракованного изделия на технологической или контрольной операции; – количество контрольных или технологических операций, при которых возможно выявить брак изделия, возникающий при данной технологической операции; – убытки предприятия при предъявлении претензии или штрафа в случае обнаружения у потребителя недостатка, руб./шт.; – вероятность обнаружения бракованного товара на операциях выходного контроля или у потребителя.
Потери, связанные с неверными ошибками отбраковки, не имеют единой формулы расчета. Во-первых, это связано с тем, что данная категория может иметь качественно разные характеристики (неправильно забракованные детали, попадающие в группу неустранимых дефектов, неправильно забракованные детали, попадающие в группу исправимых дефектов) и, во-вторых, потери будут зависеть от вид операционного контроля и его место в технологическом процессе (промежуточный контроль или итоговый контроль готовой продукции).
Экономические потери на промежуточных обработках в результате задержки годовой части потребления:
на случай попадания в группу неустранимых дефектов
л
с
д
я
с
«=»
С
п
—
С
с
м
·
п
я
(3)
где – стоимость детали для операции, руб. ; – остаточная стоимость (стоимость металлолома), руб. в группе устранимого дефекта
; – остаточная стоимость (стоимость металлолома), руб. в группе устранимого дефекта
л
я
д
я
с
«=»
С
с
·
п
я
(4)
где – стоимость устранения дефекта, руб.
Экономические потери при итоговом контроле готовой продукции, когда исправные детали забраковывались из-за влияния погрешностей измерений:
на случай попадания в группу исправимого дефекта:
л
с
д
ф
с
«=»
С
р
с
·
п
я
(5)
где — затраты на перепроверку (разборку) или доработку изделия, руб.
в группу неустранимого дефекта:
л
я
с
ф
с
«=»
л
л
с
·
п
я
,
(6)
где — потери от брака одного товара, численно равные, в соответствии с порядком реализации брака:
разница между низшей категорией качества и стоимостью запчастей:
= – , (7)
, где – цена реализации продукции, руб. ;
;
себестоимость товара минус остаточная стоимость:
= – , (8)
где – вероятность того, что деталь будет хорошей.
Методика оценки потерь от погрешности измерения при контроле диаметров шеек коленчатого вала
Формулы (1) — (8) носят обобщенный характер, поэтому для расчета потерь от погрешностей измерения эти формулы необходимо адаптировать с учетом специфики технологического процесса. Составим методику оценки потерь на примере контроля диаметров шеек коленчатого вала при капитальном ремонте двигателей.
Новые коленчатые валы, поставляемые на приобретение деталей, сборочных единиц и узлов, подлежат контролю. Ошибки, возникающие в этой операции из-за погрешностей измерения, приводят к потерям. Валы, не соответствующие требованиям точности изготовления, возвращаются поставщику, в том числе ошибочно забракованные. Поэтому при расчете потерь учитываем только потери от ошибок, связанных с бракованными валами, принятыми за исправные. Эти потери рассчитывают по формуле
Эти потери рассчитывают по формуле
л
м
с
ф
«=»
л
п
п
·
п
п
п
+
л
ф
с
·
п
ф
с
+
л
с
с
·
п
с
с
(9)
, где — потери при выявлении дефектного вала на стадии комплектования и сборки деталей, сборочных единиц и агрегатов, руб.; – потери при обнаружении дефектного вала при обкатке и испытаниях (выходной контроль).
л
п
п
«=»
Б
н
⋅
п
д
г
⋅
С
п
п
(
10
)
л
ф
с
«=»
Б
н
⋅
п
д
г
⋅
1
—
п
п
п
⋅
С
п
п
+
С
ф
с
(
11
)
л
с
с
«=»
Б
н
⋅
п
д
г
⋅
1
—
п
ф
с
—
п
ф
с
⋅
п
п
п
⋅
С
р
с
+
С
с
с
(
12
)
, где – количество новых коленчатых валов, поступивших на контроль, руб. ; – вероятность того, что бракованный вал будет отнесен к группе годных валов, поступающих на комплектацию; – затраты на комплектацию и сборку деталей, сборочных единиц и агрегатов, руб.; – стоимость обкатки и испытаний двигателя, руб.; – расходы по штрафам и рекламациям потребителя, руб.
; – вероятность того, что бракованный вал будет отнесен к группе годных валов, поступающих на комплектацию; – затраты на комплектацию и сборку деталей, сборочных единиц и агрегатов, руб.; – стоимость обкатки и испытаний двигателя, руб.; – расходы по штрафам и рекламациям потребителя, руб.
Исследование зависимости потерь от погрешности измерения при контроле главных диаметров шеек коленчатого вала
Для проверки методики было отобрано 100 коленчатых валов от двигателей ЯМЗ-238 НБ. Параметры исследуемых деталей приведены в таблице 1.
Таблица 1 – Параметры коренных шеек коленчатых валов двигателей ЯМЗ-238 НБ
Посмотреть полный размер >
Произведена предварительная оценка разброса размеров коренных шеек коленчатого вала. Определены закон распределения и стандартное отклонение.
Для исследования зависимости потерь от погрешности измерения при контроле диаметров впадин шеек коленчатого вала было выбрано несколько средств измерений, несколько средств измерений с разной точностью. В технических требованиях к капитальному ремонту двигателей рекомендовано использовать микрометры для измерения диаметров шеек коленчатого вала. Поэтому в качестве основного измерительного прибора был принят гладкий микрометр типа МК.
В технических требованиях к капитальному ремонту двигателей рекомендовано использовать микрометры для измерения диаметров шеек коленчатого вала. Поэтому в качестве основного измерительного прибора был принят гладкий микрометр типа МК.
Для сравнения с базовым СИ выбраны: один СИ с увеличением погрешности и четыре — с погрешностью меньшей, чем у базового СИ. Все выбранные измерительные приборы универсальны и используются при работе в руках. Выбранные средства измерений и их метрологические характеристики приведены в таблице 2.
Таблица 2 — Метрологические характеристики средств измерений для контроля коренных шеек коленчатого вала ЯМЗ-238НБ
Посмотреть полный размер >
Исходные данные для расчета зависимостей (9) — (12) представили в табл. 3. Результаты расчетов свели в табл. 4. Для расчета вероятности того, что дефектная шейка коленчатого вала будет признана годной, была использована специальная компьютерная программа использовали (Леонов, Шкаруба, 2020b).
Таблица 3 — Исходные данные для расчета потерь из-за погрешности измерения новых коренных шеек коленчатого вала двигателя ЯМЗ-238
Посмотреть полный размер >
Таблица 4 — Результаты расчета потерь от погрешности измерения шатунных шеек коленчатого вала двигателя ЯМЗ-238
Посмотреть полный размер >
На основании расчетных данных построены графические зависимости (рисунок 1) потерь от погрешности измерения.
Рисунок 1: Зависимость потерь от погрешности измерения при контроле коренных шеек коленчатого вала двигателя ЯМЗ-238
Посмотреть полный размер >
Из графиков, представленных на рисунке 1, видно, что наибольшие потери получены при использовании средств измерений с наибольшей погрешностью, а наименьшие — с наименьшей погрешностью. Процентное соотношение удельных составляющих потерь от погрешности измерений остается постоянным и не зависит от средств измерений. Наибольшая доля погрешности измерения приходится на потери при обнаружении у потребителя бракованного товара (51,6%). Применение более точного средства измерения (СР-125-0,002) вместо рекомендованного (МК-125) позволит снизить потери от погрешности измерений более чем на 77 %.
Применение более точного средства измерения (СР-125-0,002) вместо рекомендованного (МК-125) позволит снизить потери от погрешности измерений более чем на 77 %.
Заключение
Проведенное исследование позволило выявить проблемы, возникающие на предприятиях из-за погрешностей измерений. Установлено, что на величину потерь от погрешности измерения влияют тип (погрешность) применяемого средства измерений, разброс контролируемого параметра (закон распределения, зона рассеяния), особенности технологического процесса. .
С учетом влияющих величин составлена обобщенная математическая модель, описывающая порядок формирования потерь. Составленная модель адаптирована применительно к ремонтному производству на примере контроля диаметров коренных шеек коленчатого вала двигателя ЯМЗ-238. Апробация разработанной методики позволила определить потери от погрешности измерения при контроле диаметров впадин шеек коленчатого вала с помощью различных измерительных приборов. В результате исследования установлено, что наибольшие потери получаются при использовании средств измерений с наибольшей погрешностью, а наименьшие — с наименьшей погрешностью.
Ссылки
Алвес Р., Казанова П., Кирогас Э., Равело О. и Хименес В. (2006). Снижение нетехнических потерь за счет модернизации и обновления систем измерения. Труды конференции и выставки IEEE-PES по передаче и распределению в Латинской Америке, 1-3, 256.
Академия Google
Перекрестная ссылка
Чанг, К.Т.К.Ф., и Хой, Л.В.С. (2001). Ошибки измерения и анализа. Международное общество технологов сахарного тростника, 1, 345-346. https://api.semanticscholar.org/CorpusID:127774091
Чиу, Ю.С.П., Чиу, Т., Пай, Ф.Ю., и Ву, Х.Ю. (2021). Производитель-ритейлер включил проблему EPQ для нескольких позиций с отсроченной дифференциацией, ускоренной ставкой для общих деталей, множественной поставкой и браком.
Международный журнал промышленных инженерных вычислений, 12(4), 427-440.Академия Google
Перекрестная ссылка
Ерохин М., Леонов О., Шкаруба Н., Амелин С. и Бодунов Д. (2021). Применение анализа размеров для расчета общего смещения между уплотнением и валом. Журнал машиностроения и надежности, 50 (6), 524-529.
Академия Google
Перекрестная ссылка
Коксал Г., Тасели А., Долгун Л. Э. и Батмаз И. (2013). Влияние ошибки инспекции на качество и потери производителя: случай номинальной характеристики качества лучшего типа и доработка. Европейский журнал промышленной инженерии, 7(4), 497-528.
Академия Google
Перекрестная ссылка
- Академия Google
Перекрестная ссылка
Леонов О. и Шкаруба Н. (2020a). Расчет допуска посадки с помощью параметрической модели разрушения соединения. Журнал машиностроения и надежности, 49(12), 1027-1032.
Академия Google
Перекрестная ссылка
Леонов О., Шкаруба Н. и Катаев Ю. (2020c). Измерительный метод управления рисками на машиностроительных предприятиях. Журнал физики: Серия конференций, 52060.
Академия Google
Перекрестная ссылка
Размха, М., Гильдех, Б.С., и Ахмади, Дж. (2021). Экономический план исправления однократных планов выборочного контроля с помощью номинационной выборки Maxima при наличии ошибок проверки. Коммуникации в статистическом моделировании и вычислениях, 50 (1), 217-233.
Академия Google
Перекрестная ссылка
Ву, К.В. (2013). Оценка эффективности процесса на основе индекса возможностей Тагучи с учетом погрешностей измерения. Международный журнал системных наук, 44(8), 1386-139.9.
Академия Google
Перекрестная ссылка
 Международный журнал промышленных инженерных вычислений, 12(4), 427-440.
Международный журнал промышленных инженерных вычислений, 12(4), 427-440. 1504/EJIE.2019.10022252″ data-itc-referenceid=»B6″>
1504/EJIE.2019.10022252″ data-itc-referenceid=»B6″>Коксой О., Эрген П. и Зейбек М. (2019). Новая функция потерь с правым уклоном в оценке рисков процесса. Европейский журнал промышленной инженерии, 13(4), 536-551.
Академия Google
Перекрестная ссылка
 1088/1742-6596/1679/5/052081″ data-itc-referenceid=»B9″>
1088/1742-6596/1679/5/052081″ data-itc-referenceid=»B9″>Леонов О. и Шкаруба Н. (2020b). Теоретические основы выбора мер измерения при контроле линейных размеров. Журнал физики: Серия конференций, 52081.
Академия Google
Перекрестная ссылка

Информация об авторских правах
Эта работа находится под лицензией Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License.
Об этой статье
Промышленные двигатели и детали двигателей Foley
Промышленные двигатели и детали
Специализируется на промышленных дизельных двигателях для внедорожной техники и машин. Свяжитесь с нами сегодня, чтобы обеспечить бесперебойную работу ваших дизельных двигателей!
Свяжитесь с нами сегодня, чтобы обеспечить бесперебойную работу ваших дизельных двигателей!
Руководства
- Руководства для мастерских
Топливные форсунки
- Топливные форсунки
Топливные насосы
- Топливные насосы
Комплекты
- Ремонтные комплекты
Соленоид отключения
- Соленоиды
Диски сцепления
- Стартеры
Новые двигатели Cummins 4-й серии
Закажите новый двигатель 4-й серии сегодня
Не соглашайтесь на отремонтированный двигатель!
1 495,00 $
Количество Deutz TD2.9L4 Турбо
В корзину
395,00 $
Количество запасных комплектов верхних прокладок Perkins серии 4.154 / 200
Добавить в корзину
1 995,00 $
Количество Пакет сцепления с двумя дисками для коробки отбора мощности SP314
В корзину
1 195,00 $
Количество Однодисковое сцепление Rockford 11½»
В корзину
1095,00 $
Количество Комплект двухдискового сцепления для коробки отбора мощности SP211
В корзину
1 195,00 $
Количество Двухдисковый пакет сцепления для коробки отбора мощности SP111
В корзину
445,00 $
Количество Генератор Deutz 1011F / 2011
В корзину
99,00 $
Количество Комплект возвратной топливной магистрали Deutz 1011F / 2011
В корзину
329,00 $
Количество Бронзовый ошейник Twin Disc Style SP318
Добавить в корзину
395,00 $
Количество Скользящая втулка Twin Disc Style SP211
В корзину
149,00 $
Количество Бронзовый ошейник Twin Disc Style SP111
В корзину
269,00 $
Количество Скользящая втулка типа Twin Disc SP111 в сборе
В корзину
139,00 $
Количество Скользящая втулка Twin Disc Style SP111
Добавить в корзину
119,00 $
Количество Скользящая втулка типа Twin Disc 8 дюймов / 10 дюймов
В корзину
449,00 $
Количество Twin Disc IBF314 Латунная манжета в сборе
В корзину
295,00 $
Количество Бронзовый ошейник Rockford 11½ дюймов
В корзину
Ознакомьтесь с нашим обширным ассортиментом двигателей Deutz и деталей двигателей Deutz.