Содержание
Ремонт блока цилиндров двигателя
Ответственный элемент блока цилиндров — опорные поверхности под бурты гильз. От точности выполнения их размеров в значительной степени зависит работа деталей цилиндро-поршневой группы дизеля. В исходном технологическом процессе опорные поверхности под опорные бурты, а также верхние и нижние посадочные пояски под гильзы обрабатывались перемещением резцов с осевой подачей за две операции с разных установок. При таком методе требования плоскостности опорных поверхностей и перпендикулярности их общей оси посадочных поясков под установку гильз выдерживались нестабильно. Это отрицательно сказывалось на деформации последних, повышались контактные напряжения и износ опорных поверхностей блока и бурта гильзы. При новом методе обработки подрезается торец под упорный бурт гильзы цилиндров резцом с радиальной подачей одновременно с растачиванием внутренних посадочных отверстий рис. 9. Радиальная подача резца при подрезке торца осуществляется через реечную зубчатую пару, которая смонтирована и расточной оправке. При такой схеме обработки не плоскостного торца по диаметру получается в пределах 0,02 мм и по его ширине до 0,01 мм, неперпендикулярность торца к оси отверстия под гильзы на диаметре 160 мм— в пределах 0,025 мм. Это значит, что нужно уменьшить зазор в нижнем пояске между гильзой и блоком цилиндров до 0,05—0,09 мм, что положительно отразится запасе по кавитационному разрушению, улучшилась герметичность стыка гильзы блоком цилиндров. Раньше наблюдалось разрушение блока и гильзы цилиндров после 6000 ч. работы двигателя . Оно происходило в результате вибрации гильзы от ударов при перекладке поршня в области нижнего уплотнительного пояска.. При этом вода из системы охлаждения попадала в картерное масло, из-за чего снижалась надежность двигателя. В настоящее время в этом месте установлено резиновое уплотнительное кольцо. При проработке узла кавитационной защиты был выбран технологически оптимальный вариант конструктивного выполнения уплотнения, не потребовавший изменения блоков цилиндра. Плоское резиновое кольцо цилиндра с натягом надевают на гильзу, после чего устанавливают ее в расточке блока.
При такой схеме обработки не плоскостного торца по диаметру получается в пределах 0,02 мм и по его ширине до 0,01 мм, неперпендикулярность торца к оси отверстия под гильзы на диаметре 160 мм— в пределах 0,025 мм. Это значит, что нужно уменьшить зазор в нижнем пояске между гильзой и блоком цилиндров до 0,05—0,09 мм, что положительно отразится запасе по кавитационному разрушению, улучшилась герметичность стыка гильзы блоком цилиндров. Раньше наблюдалось разрушение блока и гильзы цилиндров после 6000 ч. работы двигателя . Оно происходило в результате вибрации гильзы от ударов при перекладке поршня в области нижнего уплотнительного пояска.. При этом вода из системы охлаждения попадала в картерное масло, из-за чего снижалась надежность двигателя. В настоящее время в этом месте установлено резиновое уплотнительное кольцо. При проработке узла кавитационной защиты был выбран технологически оптимальный вариант конструктивного выполнения уплотнения, не потребовавший изменения блоков цилиндра. Плоское резиновое кольцо цилиндра с натягом надевают на гильзу, после чего устанавливают ее в расточке блока. Дополнительно ужесточили испытание блоков на герметичность водяной полости и масляных каналов путем увеличения давления на стендах соответственно с 4 до 6 кгс/сма и с 12 до 16 кгс/см2.
Дополнительно ужесточили испытание блоков на герметичность водяной полости и масляных каналов путем увеличения давления на стендах соответственно с 4 до 6 кгс/сма и с 12 до 16 кгс/см2.
В целях повышения надежности работы коленчатого вала, вкладышей коренных подшипников, привода масляного насоса и других деталей, сопрягаемых с блоком, у шести- и восьми цилиндровых двигателей повышена структурная жесткость картерной части блока за счет введения поперечных стяжек болтов связывающих крышки коренных опор с его боковыми стенками. С переходом на усиленный блок цилиндров со стяжными болтами были проверены различные варианты материала крышки. В случае применения стали весьма затруднительным оказалось выполнить технические условия по чистоте и точности растачивания отверстий в чугунном блоке и стальной крышке. Исследования показали технологическую приемлемость в качестве материала крышки ковкого чугуна КЧ 35-10. Для выявления геометрии инструмента, оптимальной марки твердого сплава и технологических режимов проверяли обрабатываемость материалов на образцах — спаренных крышках, одну из которых отливали из чугуна блока, другую— из ковкого чугуна. Образец, имитирующий блок, изготавливали из серого перлитного чугуна и подвергали отжигу: микроструктура материала — феррит с участками зернистого и пластинчатого перлита и графита, залегающего в виде пластин прямолинейной и завихренной формы НВ 170-241. Микроструктура крышки ковкого чугуна состоит из участков феррита и перлита. Графит залегает в виде гнезд углерода отжига, НВ 155—163.
Образец, имитирующий блок, изготавливали из серого перлитного чугуна и подвергали отжигу: микроструктура материала — феррит с участками зернистого и пластинчатого перлита и графита, залегающего в виде пластин прямолинейной и завихренной формы НВ 170-241. Микроструктура крышки ковкого чугуна состоит из участков феррита и перлита. Графит залегает в виде гнезд углерода отжига, НВ 155—163.
По установленной на автоматической линии технологии растачивание в однородном материале (блок-крышка) ведется при:
t = 0,2-0,3 мм — глубина подачи,
s = 0,14 мм/об — подача,
V = 100 м/мин — скорость резанья,
Частота вращения — 275 об/мин.
Геометрия резца из сплава ВК4: φ = 75°, φ 1= 15°; α = α1 = 8°; γ = 5°; γ = 0; r = 0,5ч-0,8 мм. В ходе испытаний, проводимых на алмазно-расточном станке, установлена новая геометрия резца: φ= 60°; φ1 = 15°; γ = 5°; γ = —5°; α = α1 = 6°; r = 1,0- 1,2 мм.
Материал — твердый сплав ВКЗМ, стойкость которого в 1,5 раза выше стойкости сплава ВК4.
Режимы резания: V = 140 м/мин, t < 0,2 мм, 5 = 0,085-0,15 мм/об.
В процессе изготовления опытной партии блоков наблюдали за характером поведения детали, в частности» проверяли влияние затяжки боковых болтов на деформацию отверстий под коленчатый вал и базовых поверхностей. Анализ замеров дал возможность при проектировании технологического процесса учесть особенности поведения детали и принять рациональное решение. Замковые поверхности блока под установку крышек коренных подшипников выполняются протягиванием в две операции на станках мод. МП-371. При предварительном протягивании выдерживаются размеры замка по ширине 238,9 ±0,1 мм и высоте 99,6 ±0,15 мм. Чистовое протягивание с калиброванием замка ведется в размер 240+0.027 мм для площадок в зоне разъема, а для нижних площадок, с целью облегчения установки крышек при их комплектовании с блоком, размер увеличен до 0,03—0,08 мм на сторону .
Схема обработки замка под установку крышки коренного подшипника в блоке цилиндров: а — предварительное протягивание; б — чистовое протягивание; в — крышка коренного подшипника; г — комплект инструмента для чистового протягивания.
Болты крепления крышек коренных подшипников затягивают и определенной последовательности: вначале вертикальные болты I Мкр — 43-4-47 кгс-м, затем боковые с Мкр = 10ч-12 кгс-м. ( момент затяжки боковых болтов до 14—15 кгс-м приводит к деформации отверстия под коленчатый вал до 0,025 мм в вертикальной плоскости. Болты крышки при комплектовании блоков ввертывают на десятишпиндельных вертикальном и горизонтальном станках-болтовертах, работающих в цикле автоматической линии . Величину затяжки боковых стяжных болтов 10Ч-12 кгс-м) контролируют динамометрическим ключом. Для гарантированного обеспечения затяжки вертикальных болтов дополнительно к многошпиндельному введен контрольный одношпиндельный болтоверт на котором проверяется заданная величина затяжки 100% болтов. Болтоверт работает следующим образом. Вращение от электродвигателя передается на шпиндель болтоверта через планетарный редуктор, установленный на двух цапфах. На корпусе редуктора укреплен балансир. Положением плеча груза на штанге балансира настраивают момент затяжки. При достижении заданного момента затяжки преодолевается реактивный момент балансира, что вызывает поворот корпуса редуктора. Срабатывает конечный включатель и двигатель останавливается.
При достижении заданного момента затяжки преодолевается реактивный момент балансира, что вызывает поворот корпуса редуктора. Срабатывает конечный включатель и двигатель останавливается.
Надежность работы коренных подшипников коленчатого вала определяется качеством и геометрической формой расточенных постелей под вкладыши в блоке цилиндров. Для окончательной обработки расточенных отверстий диаметром 116+°’021мм в коренных опорах блока внедрен комбинированный инструмент из режущей развертки и роликовой раскатки, позволивший повысить качество обработки отверстий (шероховатость поверхности снизилась с (На =2,5 до На = 0,63 мКм). В результате улучшилось прилегание вкладышей в постелях и теплопередача соединения вкладыш-блок.
Соосность отверстий обеспечивается на операции растачивания (до диаметра 115+0,035 мм), которая при окончательном развертывании и раскатывании не нарушается. Диаметр развертки комбинированного инструмента 116 мм. Натяг по роликам при раскатывании — 0,05 мм на диаметр. При внедрении нового инструмента режимы обработки на станке автоматической линии не изменились (частота вращения 30 об/мин; 5 = 4,5 мм/об).
При внедрении нового инструмента режимы обработки на станке автоматической линии не изменились (частота вращения 30 об/мин; 5 = 4,5 мм/об).
Для контроля биения средних опор относительно крайних (в пределах 0,0125 мм) разработан и внедрен пневматический прибор, отличающийся высокой точностью и стабильностью показаний по сравнению с жесткой скалкой и индикаторными приспособлениями . Влияние шероховатости поверхностей на точность измерения исключается благодаря применению контактного метода. Прибор имеет оправку, которая базируется во втулках , помещаемых в крайние опоры блока. В средней части оправки, в плоскости измеряемых расточек, вмонтированы пневматические датчики ротаметра . Измерительный щуп датчика, к которому подведен воздух двойной очистки и стабилизации, касается измеряемой поверхности. При повороте оправки во втулках на 180° датчики при наличии биения дадут команду отсчетному устройству, и ротаметр покажет фактическую величину биения коренных опор блока. Для удобства отсчета прибор настраивают на нулевое деление шкалы ротаметра по шаблону.
Обрабатывают отверстия под коленчатый вал при полностью затянутых болтах. Окончательно фрезеруют плоскости под головки блока, растачивают отверстия под гильзы и протачивают опорные поверхности под бурт гильзы при ослабленных боковых болтах. Такое ослабление затяжки введено, чтобы исключить ее влияние, а следовательно, деформации нижней базовой плоскости блока на точность выполнения указанных поверхностей. В отличие от рассмотренных выше блок цилиндров двенадцати цилиндрового двигателя представляет собой монолитную конструкцию. Его картерная часть имеет существенную особенность: у коренных подшипников коленчатого вала нет съемных крышек, а постели для подшипников размещаются в семи поперечных перегородках. Отверстия под наружную обойму подшипника диаметром 260-о,о8о мм выполнены с высокой точностью по соосности: биение промежуточных отверстий относительно крайних — не более 0,04 мм; взаимное биение соседних отверстий— не более 0,013 мм; овальность отверстия — не а более 0,015 мм; конусность— не более 0,01 мм. В эти отверстия запрессовывают с предварительным охлаждением наружные кольца роликоподшипников, которые служат опорами коленчатого вала двигателя.
В эти отверстия запрессовывают с предварительным охлаждением наружные кольца роликоподшипников, которые служат опорами коленчатого вала двигателя.
При разработке технологического процесса и определении состава оборудования наиболее целеснообразным с экономической точки зрения, оказалось применение коротких автоматических линий в сочетании с высокопроизводительными специальными станками. Для производства блоков цилиндров такого типа созданы новые модели специальных станков и автоматических линий. С целью сокращения количества оборудования в конструкциях автоматических линий и специальных станков предусмотрена концентрация различных технологических переходов за счет применения револьверных головок и многоинструментных наладок. На ряде станков автоматических линий использованы револьверные головки для последовательного сверления, зенкерования и развертывания. Сравнительно большой вес блока цилиндров (масса отливки 580 кг, чистая масса 550 кг) потребовал новых решений, связанных с транспортировкой деталей в линиях механической обработки и установкой их на станках. На автоматических линиях блоки перемещаются по роликовому транспортеру вместо обычно применяемых закаленных планок. В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
На автоматических линиях блоки перемещаются по роликовому транспортеру вместо обычно применяемых закаленных планок. В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
Для получистовой и чистовой обработок торцовых плоскостей с точностью по неплоскостности 0,015 мм на длине 100 мм и неперпендикулярностью их к оси отверстий под подшипники коленчатого вала 0,04 мм на длине 100 мм применены фрезы-протяжки конструкции СКВ-1. У такой фрезы зубья расположены в радиальном и осевом направлениях по архимедовым спиралям, причем наиболее удаленный по радиусу зуб имеет наименьшую высоту. Количество зубьев фрезы зависит от величины припуска и назначается так, чтобы все зубья снимали стружку толщиной 0,1 мм, а последние один,два зуба — толщиной 0,05 мм. Точность настройки режущих кромок ножей ±0,01 мм. При работе данной фрезы шероховатость обработанной поверхности зависит в основном от последнего зуба, служащего для чистовой обработки. Для предотвращения волнистости поверхности режущая кромка зуба для чистовой обработки должна быть строго параллельна опорному торцу фрезы.
Для предотвращения волнистости поверхности режущая кромка зуба для чистовой обработки должна быть строго параллельна опорному торцу фрезы.
Привалочные плоскости под головки цилиндров обрабатываются с шероховатостью На = 1,6 мкм и с точностью по неплоскостности 0,02 мм на длине 100 мм и 0,35 мм на длине 550 мм. Это обеспечивается использованием на станке скоростных фрез, которые при холостом ходе стола с деталью отводятся от обрабатываемых плоскостей и в конце цикла возвращаются в исходное рабочее положение.
При разработке технологического процесса и определении состава оборудования наиболее целеснообразным с экономической точки зрения, оказалось применение коротких автоматических линий в сочетании с высокопроизводительными специальными станками. Для производства блоков цилиндров такого типа созданы новые модели специальных станков и автоматических линий. С целью сокращения количества оборудования в конструкциях автоматических линий и специальных станков предусмотрена концентрация различных технологических переходов за счет применения револьверных головок и многоинструментных наладок. На ряде станков автоматических линий использованы револьверные головки для последовательного сверления, зенкерования и развертывания. Сравнительно большой вес блока цилиндров (масса отливки 580 кг, чистая масса 550 кг) потребовал новых решений, связанных с транспортировкой деталей в линиях механической обработки и установкой их на станках. На автоматических линиях блоки перемещаются по роликовому транспортеру вместо обычно применяемых закаленных планок. В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
На ряде станков автоматических линий использованы револьверные головки для последовательного сверления, зенкерования и развертывания. Сравнительно большой вес блока цилиндров (масса отливки 580 кг, чистая масса 550 кг) потребовал новых решений, связанных с транспортировкой деталей в линиях механической обработки и установкой их на станках. На автоматических линиях блоки перемещаются по роликовому транспортеру вместо обычно применяемых закаленных планок. В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
Для получистовой и чистовой обработок торцовых плоскостей с точностью по неплоскостности 0,015 мм на длине 100 мм и неперпендикулярностью их к оси отверстий под подшипники коленчатого вала 0,04 мм на длине 100 мм применены фрезы-протяжки конструкции СКВ-1 [2]. У такой фрезы зубья расположены в радиальном и осевом направлениях по архимедовым спиралям, причем наиболее удаленный по радиусу зуб имеет наименьшую высоту. Количество зубьев фрезы зависит от величины припуска и назначается так, чтобы все зубья снимали стружку толщиной 0,1 мм, а последние один,два зуба — толщиной 0,05 мм. Точность настройки режущих кромок ножей ±0,01 мм. При работе данной фрезы шероховатость обработанной поверхности зависит в основном от последнего зуба, служащего для чистовой обработки. Для предотвращения волнистости поверхности режущая кромка зуба для чистовой обработки должна быть строго параллельна опорному торцу фрезы.
Количество зубьев фрезы зависит от величины припуска и назначается так, чтобы все зубья снимали стружку толщиной 0,1 мм, а последние один,два зуба — толщиной 0,05 мм. Точность настройки режущих кромок ножей ±0,01 мм. При работе данной фрезы шероховатость обработанной поверхности зависит в основном от последнего зуба, служащего для чистовой обработки. Для предотвращения волнистости поверхности режущая кромка зуба для чистовой обработки должна быть строго параллельна опорному торцу фрезы.
Привалочные плоскости под головки цилиндров обрабатываются с шероховатостью На = 1,6 мкм и с точностью по неплоскостности 0,02 мм на длине 100 мм и 0,35 мм на длине 550 мм. Это обеспечивается использованием на станке скоростных фрез, которые при холостом ходе стола с деталью отводятся от обрабатываемых плоскостей и в конце цикла возвращаются в исходное рабочее положение.{jcomments on}
Ремонт Блока Цилиндров / Всё для моторов
Ремонт и восстановление блока цилиндров двигателя
Компания All4Motoros проводит комплексный ремонт блоков цилиндров бензиновых и дизельных двигателей, а так же восстановление ремонтно пригодных блоков двигателя.
Процесс ремонта блока цилиндров требует применения специализированного оборудования и высокоточных автоматизированных станков для проведения работ по расточке, хонинговке, сварке и тд. Для достижения высокого качества и предоставления гарантии на работы по ремонту блока двигателя. Все работы по ремонту должны выполняться высоко квалифицированными профессионалами с большим опытом работы с применением качественного импортного оборудования, для гарантии выполнения ремонтных работ согласно спецификацией завода производителя.
1. Химическая Мойка Головки блока Цилиндров.
Перед началом дефектовочных работ и ремонтом блока цилиндров производится обязательная Мойка Блока Цилиндров на специализированном оборудовании. Для достижения лучшего вымывания всех грязевых и масляных отложений из двигателя перед установкой блока цилиндров на стенд моечного комплекса проводятся следующие подготовительные операции: — Внешняя обработка блока ДВС от налёта и внешних отложений, затем с помощью спец. оборудования начинается выпрессовка заглушек масляных каналов, для более тщательной мойки. Затем Блок двигателя размещается на стенде современного моечного комплекса для тщательной промывки всех внутренних каналов и плоскостей новейшими моющими средствами, что позволяет отмыть блок двигателя практически до идеального состояния, а так же получить уверенность в полном удалении масляных отложений даже труднодоступных местах блока двигателя.
оборудования начинается выпрессовка заглушек масляных каналов, для более тщательной мойки. Затем Блок двигателя размещается на стенде современного моечного комплекса для тщательной промывки всех внутренних каналов и плоскостей новейшими моющими средствами, что позволяет отмыть блок двигателя практически до идеального состояния, а так же получить уверенность в полном удалении масляных отложений даже труднодоступных местах блока двигателя.
2.Расточка блока и хонинговка цилиндров
При выполнении работ по расточке блока — наша компания All4Motoros использует только новейшие технологии, которые выполняем на усовершенствованных станках зарубежных брендов. Высокое качество проведения работ по расточке и хонингованию блока цилиндров гарантирует большой ресурс остаточный ресурс отремонтированного блока цилиндров. Вначале ремонтных работ по блоку цилиндров производятся контрольные замеры Выработки рабочих и привалочных поверхностей, а так же состояния и расположение опорных шеек коленвала относительно блока цилиндров. По результатам проведения замеров принимается решение о стоимости и сроках проведения восстановительных работ по блоку цилиндров. Если в результате промера цилиндров — блок подлежит расточке, то наши мастера произведут его расточку под ремонтный размер и путем хонингования нанесут на зеркало цилиндра микроструктурный сетчатый «узор», который необходим для удержания масляной пленки на стенках цилиндра. Удержание масляной пленки на зеркале цилиндра обеспечивает необходимый тепловой зазор между рабочей поверхностью поршня и стенками цилиндра. Процедура обработки внутренней поверхности блока, а именно цилиндров, которые может быть нарушены в период эксплуатации двигателя, что проводит к критическим тепловым зазорам в следствии образования эллипсности цилиндра и называется расточкой блока цилиндров. В случае когда блок двигателя уже исчерпал все возможные ремонтные размеры и нет возможности произвести расточку в ремонтный размер, то нашими мастерами будет произведена гильзовка блока цилиндров, что даст возможность восстановить Ваш блок в стандартных размерах поршневой группы.
По результатам проведения замеров принимается решение о стоимости и сроках проведения восстановительных работ по блоку цилиндров. Если в результате промера цилиндров — блок подлежит расточке, то наши мастера произведут его расточку под ремонтный размер и путем хонингования нанесут на зеркало цилиндра микроструктурный сетчатый «узор», который необходим для удержания масляной пленки на стенках цилиндра. Удержание масляной пленки на зеркале цилиндра обеспечивает необходимый тепловой зазор между рабочей поверхностью поршня и стенками цилиндра. Процедура обработки внутренней поверхности блока, а именно цилиндров, которые может быть нарушены в период эксплуатации двигателя, что проводит к критическим тепловым зазорам в следствии образования эллипсности цилиндра и называется расточкой блока цилиндров. В случае когда блок двигателя уже исчерпал все возможные ремонтные размеры и нет возможности произвести расточку в ремонтный размер, то нашими мастерами будет произведена гильзовка блока цилиндров, что даст возможность восстановить Ваш блок в стандартных размерах поршневой группы.
3. Гильзовка Блока Цилиндров
Мы выполняем работы по гильзовке блока цилиндров из любых металлов и сплавов, силами наших высококвалифицированных мастеров с многолетним стажем работы в короткие строки 1-2 дня. После проведения замеров цилиндров двигателя и выявления превышения допустимого износа зеркала цилиндра при котором не представляется возможным произвести расточку блока под ремонтный размер, остается последний технологически приемлемый вариант — Установка Гильз.
Ремонтные работы по гильзовке блока цилиндров имеют незначительное технологическое отличие, от типа блока: Чугунный или Алюминиевый.
При установке «Сухой» гильзы в чугунный блок сначала выполняются токарные работы по расточке блока цилиндров под ремонтный размер гильзы, а уже затем в блок двигателя запрессовывается гильза. При расточке блока двигателя для запрессовки гильзы, наши мастера неоднократно промеряю размеры и геометрию посадочного отверстия под ремонтную гильзу — это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. В завершении токарных работ обязательно проводиться очистка и мойка подготовленных отверстий под гильзы. Все работы по расточке и установке гильз выполняются на современном оборудовании иностранного производства с высоким классом точности.
В завершении токарных работ обязательно проводиться очистка и мойка подготовленных отверстий под гильзы. Все работы по расточке и установке гильз выполняются на современном оборудовании иностранного производства с высоким классом точности.
Основное отличие «Сухих» гильз от «Мокрых» в том, что «мокрые» гильзы имеют постоянный контакт с охлаждающей жидкостью и процесс их замены намного быстрее, так как не требуется предварительная механическая обработка блока двигателя.
На данный момент Мы можем предложить два варианта запрессовки гильзы в блок двигателя.
А. «На холодную» — Блок Двигателя Фиксируется в подвижной каретке станка, а гильза запрессовывается с помощью гидравлического пресса.
Б. «На горячую» — Термический способ установки гильзы: Производится равномерный нагрев блока цилиндров до 145 градусов, а ремонтная гильза охлаждается азотом и устанавливается в блок.
4. Перепрессовка поршней
Перепрессовка поршней
Мы производим перепресовку всех видов пальцев поршня одним из методов запресовки: «Холодным и «Горячим».
Порядок работ по Выпресовки-Запресовки поршневого пальца в поршень:
- 1. Производим нагрев в специализированной термопечи до 230 градусов. (В зависимости от технической спецификации нагревается либо поршень, либо шатун).
- 2. Производится фиксация шатуна в специализированном прессовом станке.
- 3. С помощью переходника — оправки, производится запрессовка или выпрессовка пальца из поршня.
5. Мы проводим ремонтные работы по восстановлению балансирных и промежуточных валов блока двигателя
После проведение промерных работ по определению износа рабочих поверхностей вала, нашими специалистами принимается решение о возможности ограничиться только заменой вкладышей или произвести ремонтные работы по расточке и наплавке балансирного или промежуточного вала.
6. Восстановление постелей коленвала
При повреждении шейки коленчатого вала (образовании задира) а так же при большом износе постели, а также при изменении геометрии посадочной плоскости коленвала в следствии перегрева — Производиться ремонт постели коленчатого вала: путем расточки или наплавки рабочих поверхностей. Конечной операцией, после проведения расточки или наплавки постелей коленвала производиться финишный замер соосности коленвала относительно пастели, что является обязательно процедурой внутреннего контроля качественного выполнения работ.
7. Проведение Фрезеровочных работ по блоку цилиндров
При значительно перегреве двигателя может произойти не только деформации привалочной плоскости головки блока цилиндров, но и самого блока цилиндров. Вслед за проведением замеров кривизны поверхностей определяется допустимая высота снимаемой плоскости для проведения фрезеровочных работ и восстановления параметров привалочной плоскости. Мы проводим ремонтно шлифовальные работы блоков цилиндров из любых металлов и сплавов которые поддаются фрезеровке в промышленных условиях.
Вслед за проведением замеров кривизны поверхностей определяется допустимая высота снимаемой плоскости для проведения фрезеровочных работ и восстановления параметров привалочной плоскости. Мы проводим ремонтно шлифовальные работы блоков цилиндров из любых металлов и сплавов которые поддаются фрезеровке в промышленных условиях.
8. Опрессовка блока цилиндров
При невозможности визуально выявит место утечки антифриза или моторного масла на специальном станке выполняется процедура опрессовки блока двигателя.
Сам процесс по проведению опрессовки достаточно прост:
- а. Все технологические отверстия блока двигателя перекрываются специальными заглушками, которые гарантируют отсутствия утечек.
- б. Блок двигателя погружается в специализированную чашу которая заполнена подогретой до 76 градусов водой.

- в. Через заглушку блока двигателя оснащенную техническим клапаном подается воздушная смесь под давлением около 7 атмосфер.

Мы производим опресовку блока цилиндров в кратчайшие сроки с гарантией!
9. Замена никасилового покрытия (никасил nikasik) или алюсилового (алюсил / alusil) на чугунное
Никасиловые и алюсиловые блоки цилиндров выделяются на фоне других своими динамическими характеристиками. Немаловажная характеристика таких аллюминиевых эсплавов это высокая теплопроводимость, благодаря чему блок разогревается быстрее и равномернее. И именно из-за высокотехнологичного процесса литья таких блоков ремонт никосиловых покрытий цилиндров практически не подлежат восстановлению. Самое оптимальное в данной ситуации это произвести гильзовку блока заменив никосиловые или алюсиловые гильзы на чугунные.
На примере никосиловый (nikosil) блок компании Mercedes M272. На первой фотографии задранная гильза никосилового блока мерседес. На второй подготовка блока к гильзовке, снимается слой никосила. На третьей готовый блок с чугунной гильзой. Причины задира обычно это неправильная эксплуатация двигателя, перегрев или маслянное голодание. После гильзовки блока чугуном Ваш двигатель проедет еще более 200 тысяч км! (конечно при грамотной эксплуатации двигателя).
На первой фотографии задранная гильза никосилового блока мерседес. На второй подготовка блока к гильзовке, снимается слой никосила. На третьей готовый блок с чугунной гильзой. Причины задира обычно это неправильная эксплуатация двигателя, перегрев или маслянное голодание. После гильзовки блока чугуном Ваш двигатель проедет еще более 200 тысяч км! (конечно при грамотной эксплуатации двигателя).
Наша компания производит профессиональную гильзовку двигателей с заменой никасиловых или алюсиловых гильз на чугунные с гарантией и в короткие сроки!
Как отремонтировать треснувший блок двигателя с помощью Belzona
- Автор сообщения: Юлия Бурова
- Сообщение опубликовано: 4 мая 2017 г.
- Категория публикации: Belzona Educates / How To Series
ВВЕДЕНИЕ В РЕМОНТ ТРЕЩИННОГО БЛОКА ДВИГАТЕЛЯ
Треснувший блок двигателя в автомобиле – не редкость. То, что может показаться катастрофой, не обязательно означает конец срока службы двигателя. Трещины могут привести к ряду проблем, поэтому их необходимо устранить. Поэтому существуют различные методы ремонта треснувших блоков двигателя: от сварки и пайки до холодной прошивки металлом. Belzona предлагает решение, которое не требует огневых работ или специальных инструментов.
То, что может показаться катастрофой, не обязательно означает конец срока службы двигателя. Трещины могут привести к ряду проблем, поэтому их необходимо устранить. Поэтому существуют различные методы ремонта треснувших блоков двигателя: от сварки и пайки до холодной прошивки металлом. Belzona предлагает решение, которое не требует огневых работ или специальных инструментов.
ХОЧУ УЗНАТЬ, КАК СОЕДИНЯТЬ МЕТАЛЛ К МЕТАЛЛУ БЕЗ СВАРКИ
Нажмите здесь, чтобы узнать.
BELZONA HOW-TO
Для ремонта этого блока цилиндров с трещинами мы использовали Belzona 1111 (Super Metal), Belzona 9111 (очиститель/обезжириватель), Belzona 9341 (армирующая лента) и несколько инструментов из нашей машины. магазин. На двигателе было несколько микротрещин. После того, как поверхность была тщательно очищена, трещины были ликвидированы путем сверления и нарезания резьбы на их концах. Затем в отверстия ввинчивались шпильки и вырезались заподлицо с корпусом. Трещины зашпаклевали шлифовальной машинкой, место ремонта тщательно зашероховали. Belzona 1111 смешали и нанесли непосредственно на очищенную поверхность. Небольшой кусок армирующей ленты, смоченный смешанным материалом, наложили на трещину и загерметизировали в уже нанесенный материал Belzona. Оставшийся смешанный материал был нанесен на всю площадь, чтобы создать нарост примерно 1/8 дюйма (3 мм). Вся заявка заняла меньше часа.
Belzona 1111 смешали и нанесли непосредственно на очищенную поверхность. Небольшой кусок армирующей ленты, смоченный смешанным материалом, наложили на трещину и загерметизировали в уже нанесенный материал Belzona. Оставшийся смешанный материал был нанесен на всю площадь, чтобы создать нарост примерно 1/8 дюйма (3 мм). Вся заявка заняла меньше часа.
Рисунок: ремонт блок-блоков с трещин с Belzona 1111
Видео: Потрескиваясь блокировки двигателя
Справочные материалы и инструменты, используемые для этого треснувшего блока. РЕМОНТ БЛОКА ДВИГАТЕЛЯ С ТРЕЩИНАМИ
ПОДГОТОВКА ПОВЕРХНОСТИ
ПРИМЕНЕНИЕ BELZONA 1111
Хотите получить дополнительную информацию?
Посетите наш сайт: www.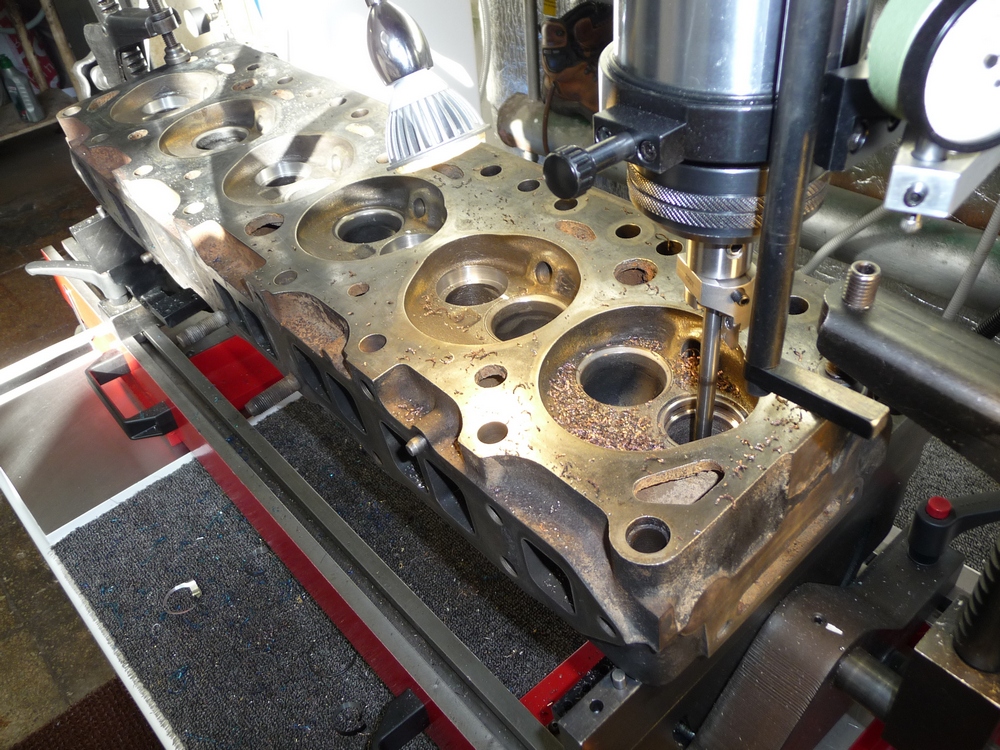 belzona.com/metal-repair
belzona.com/metal-repair
Эпоксидные растворы Belzona можно использовать для ремонта треснувших блоков цилиндров. Belzona также предлагает решения широкого спектра инженерных проблем и ремонтных ситуаций.
Заинтересованы в покупке композитов Belzona на основе эпоксидной смолы?
Найдите местного дистрибьютора Belzona здесь
Примечание. Мы несем ответственность за защиту вашей конфиденциальности и гарантируем полную конфиденциальность ваших данных.
Юлия Бурова
Юлия Бурова, Директор по маркетингу, Belzona Inc., Майами, Флорида, США
Теги: Адгезия, Belzona, Belzona 1111, коррозия, треснувший блок, ремонт треснувшего блока, ремонт треснувшего блока двигателя, треснувший двигатель, треснувший блок двигателя, блок двигателя, ремонт блока цилиндров, ремонт двигателя, эпоксидная смола, как приклеить металл к металлу, как склеить металл с металлом без сварки, как починить треснувший блок двигателя, как отремонтировать треснувший блок двигателя, ремонт треснувшего блока, ремонт треснувшего двигателя, ремонт треснувшего блока двигателя, Сварка, сварка чугуна
Ремонт треснувшего блока двигателя
Наличие треснувшего блока двигателя может означать конец жизни вашего автомобиля. Замена двигателя может быть очень дорогой и часто не стоит вложений в ваш текущий автомобиль. Кроме того, наличие треснутого блока является одним из тех крайних случаев, когда может оказаться невозможным спасти ваш текущий двигатель.
Замена двигателя может быть очень дорогой и часто не стоит вложений в ваш текущий автомобиль. Кроме того, наличие треснутого блока является одним из тех крайних случаев, когда может оказаться невозможным спасти ваш текущий двигатель.
Многие пытались восстановить треснувшие блоки. Основная трудность в том, что блок двигателя нельзя просто сварить, так как он сделан из чугуна, а не из стали. Можно сваривать чугун с помощью дуговой сварки и подходящих сварочных электродов, но это часто может вызвать деформацию блока цилиндров или сделать область сварки более хрупкой и восприимчивой к дальнейшему растрескиванию. Другая распространенная попытка починить треснувший блок называется сшиванием холодным металлом. Этот процесс похож на сшивание двух кусков ткани вместе, за исключением того, что с металлом это намного сложнее. Основная трудность этого процесса заключается в том, что он плохо работает с компонентами, которые испытывают резкие перепады температуры, поскольку изменение температуры вызывает набухание и усадку металла, что приводит к разрыву металлического шва и повторному открытию трещины. Этот процесс также часто чрезмерно дорог и используется только на очень больших или дорогих двигателях, таких как тяжелое оборудование, дизельные двигатели или судовые двигатели.
Этот процесс также часто чрезмерно дорог и используется только на очень больших или дорогих двигателях, таких как тяжелое оборудование, дизельные двигатели или судовые двигатели.
Посмотреть это видео на YouTube
Было множество других попыток герметизации блоков двигателей с трещинами, таких как использование продуктов для холодной сварки, двухкомпонентных эпоксидных смол или множества других заплат и исправлений. Проблема в большинстве случаев та же, что и при холодной прошивке металлом, в том, что широкий диапазон рабочих температур двигателя вашего автомобиля наряду с тепловым расширением металла приводит к тому, что большинство ремонтных работ длится недолго.
Прежде чем приступить к ремонту треснувшего блока цилиндров, убедитесь, что проблема именно в этом. Если у вас есть внешняя трещина в вашем блоке, которую вы можете увидеть, то проблема легко идентифицируется. Если у вас есть внутренняя трещина, симптомы часто могут быть похожи на симптомы пробитой прокладки головки блока цилиндров. Чтобы определить, есть ли у вас пробитая прокладка ГБЦ, вы можете прочитать нашу статью о симптомах пробитой прокладки ГБЦ.
Чтобы определить, есть ли у вас пробитая прокладка ГБЦ, вы можете прочитать нашу статью о симптомах пробитой прокладки ГБЦ.
Лучший способ запечатать треснувший блок — использовать BlueDevil Radiator и Block Sealer. BlueDevil Radiator and Block Sealer — это специально разработанный герметик, который вы добавляете в систему охлаждения вашего автомобиля. BlueDevil Radiator and Block Sealer может запечатать ваш треснувший блок изнутри наружу через систему охлаждения вашего автомобиля. Это не волокнистый или твердый герметик, который может повредить или засорить любые другие области вашей системы охлаждения. Вместо этого BlueDevil Radiator and Block Sealer имеет специальную химическую формулу, которая будет связываться с металлом в блоке двигателя в месте утечки до тех пор, пока утечка не будет полностью закрыта. Химический сварной шов, образованный BlueDevil Radiator и Block Sealer, создаст постоянное уплотнение, которое может расширяться и сужаться при изменении температуры в вашем двигателе.