Содержание
Регулировка клапанов д 245 — Ремонт своими руками
Дизельные силовые агрегаты Д-245 представляют собой четырехтактные моторы с четырьмя цилиндрами. Двигатели этого типа имеют чаще-всего рядное размещение цилиндров и оснащены непосредственным впрыском смеси и сгоранием топлива в результате сжатия. Дополнительно агрегат улучшает турбинный наддув с охлаждением входящего воздуха.
Содержание:
- Характеристики мотора. Общая информация
- Характеристики
- Модификации
- Регулировка клапанов в моторе Д-245
- Саму регулировку проводите в следующей последовательности
- Проверка зазоров
Характеристики мотора. Общая информация
Использование внутреннего турбинного компрессора с корректируемым воздушным потоком дает возможность создавать оптимальную приемистость при работе двигателя. Данный показатель обеспечивается усиленным параметром крутящего момента даже при минимальной оборотистости вала. Также отработанные газы соответствуют всем требуемым стандартам. —
—
Все моторы серии ориентированы на работу в темп. условиях до отметки +40 градусов по Цельсию. Главная сфера применения данных дизелей – силовые установки для строительной техники, дорожной техники и колесных тракторов.
Характеристики
Прежде чем изучать регулировку клапанов в Д-245 учитывайте его тех. параметры:
- Производитель – ММЗ.
- Тип – четырехтактный дизельный мотор 4 цилиндра.
- Подача топливной смеси – впрыск.
- Цилиндр диаметром – 110 мм.
- Перемещение поршня – 125 мм.
- Компрессия – 15,1.
- Объем – 4,75 л.
- Охлаждение – жидкостное.
- Оборотистость – 2200 вращений/мин. Средний расход топлива составляет около 230 г/кВтч.
Модификации
Порядок регулировки клапанов идентичен и для других модификаций серии. Среди них также Д-245-06. Двигатель имеет показатели мощности 105 лошадиных сил, четыре цилиндра и свободный атм. впуск. Модель ставится на тракторы МТЗ 100/102. В комплектации мотор оснащен СТ-142Н стартером, генератором, а также компрессором, насосом шестеренчатого типа, помпой и муфтой сцепления.
Данная установка имеет рядное местоположение цилиндров и турбинную систему наддува. Мотор устанавливается на машины МАЗ-4370 и оборудован стартером на 24 вольта, компрессором с турбиной, водяным, масляным и шестеренчатым насосом.
Муфта – однодисковая. Модификация имеет мощность 108 «лошадок» и рядное расположение цилиндров. Монтируется на ЗИЛ 130. Мотор Д-245
оснащен топливным насосом и пневматическим компрессором. В комплектацию ГРМ входят крепежные элементы, шайбы, гайки, толкатели, распредвалы, тарельчатые фиксаторы. —
Регулировка клапанов в моторе Д-245
Прежде чем начать заниматься настройкой клапанов Д-245, необходимо изучить особенности данного узла. Вал имеет 5 опор, в движение приводится путем коленвала и шестеренок распределения. В качестве рабочих подшипников используются 5 втулок, которые помещены в участки блока.
Фронтальная втулка размещается в районе вентилятора и оснащена буртом, фиксирующим распредвал осевых сдвигов, другие же из чугуна. Стальные толкатели наплавлены специальным чугуном, а сферическая поверхность обладает 750 мм радиусом. Кулаки распределительного вала с наклоном.
Стальные толкатели наплавлены специальным чугуном, а сферическая поверхность обладает 750 мм радиусом. Кулаки распределительного вала с наклоном.
Для верной регулировки клапанов Д-245, следует учитывать, что штанги толкателей выполнены из стального прутка и имеют сферическую область, которая входит в толкатель. Клапанные коромысла были изготовлены из стали, а ось зафиксирована при помощи 4 стоек. Ось полая, оборудована радиальными отверстиями для доставки масла.
Саму регулировку проводите в следующей последовательности
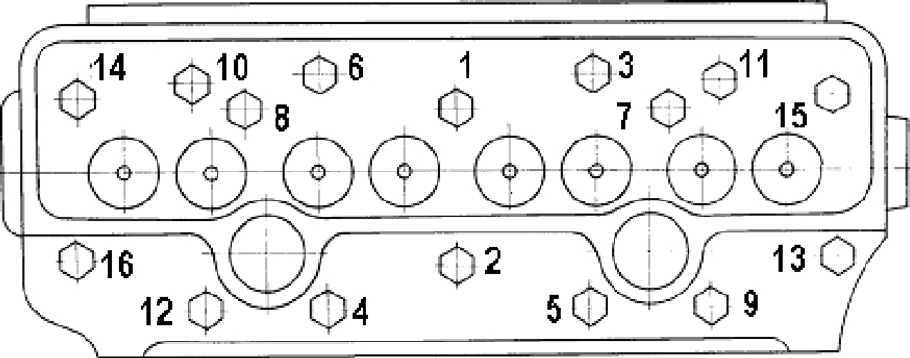
- Снимите колпак крышки цилиндров и посмотрите крепление стоек в оси коромысел;
- Поверните коленчатый вал до перекрытия в 1 цилиндре и отрегулируйте зазор в 4, 6, а также седьмом и восьмом, затем поверните вал на 1 оборот, установив перекрытие на четвертом цилиндре, отрегулировав зазоры в первом, а также втором, третьем клапанах.
- Для регулировки отпустите контргайку на коромысле клапана и проворачивая винт, сделайте необходимый зазор между бойком и стержнем клапана.
 После установки зазора как следует затяните контргайку. После окончания регулировки зазора поставьте в клапанах на место колпак крышки цилиндров.
После установки зазора как следует затяните контргайку. После окончания регулировки зазора поставьте в клапанах на место колпак крышки цилиндров.
 После установки зазора как следует затяните контргайку. После окончания регулировки зазора поставьте в клапанах на место колпак крышки цилиндров.
После установки зазора как следует затяните контргайку. После окончания регулировки зазора поставьте в клапанах на место колпак крышки цилиндров.Проверку затяжки болтов головки цилиндров производите по окончании обкатки в следующем порядке:
- Уберите колпак и крышку с головки цилиндров;
- Снимите ось коромысел;
- Динамометрическим ключом проверьте затяжку болтов крепления головки цилиндров, при необходимости, произведите подтяжку.
Проверка зазоров
Проверку клапанов двигателя Д-245 в части зазоров лучше проводить через каждые 15 тыс. км пробега. Также данную процедуру проводят после того, как была снята головка цилиндров, подтягивания болтов ГБЦ, либо после появлении стука в отсеке с клапанами. Величина зазора между торцовой частью клапанного стержня с бойком коромысла на холодном моторе 0,25 мм на впускном, и 0,45 мм выпускном клапане.
Чтобы регулировать зазоры, необходимо отпустить контргайку коромысла корректируемого клапана.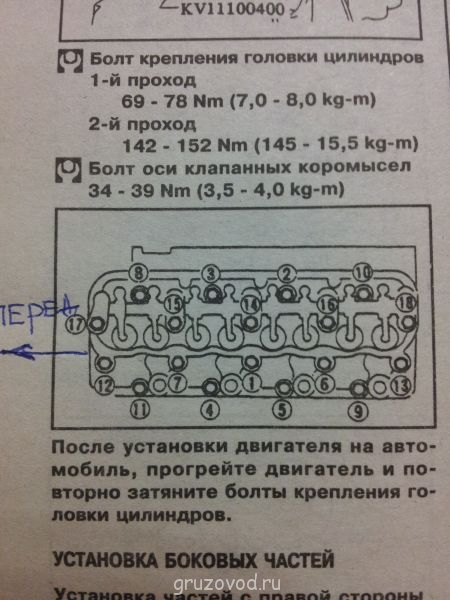 Далее, путем проворачивания винта, устанавливается требуемая величина(измеряют при помощи идущего щупа между бойком стержня). После окончания процесса затягиваются контргайки, устанавливается на место колпак от крышки ГБЦ. Затяжку проверяют после обкатки и далее через каждые 50 тысяч километров на прогретом агрегате. После контроля, необходимо регулировать зазор между коромыслом и клапанами, после этого нужно затянуть фиксаторы.
Далее, путем проворачивания винта, устанавливается требуемая величина(измеряют при помощи идущего щупа между бойком стержня). После окончания процесса затягиваются контргайки, устанавливается на место колпак от крышки ГБЦ. Затяжку проверяют после обкатки и далее через каждые 50 тысяч километров на прогретом агрегате. После контроля, необходимо регулировать зазор между коромыслом и клапанами, после этого нужно затянуть фиксаторы.
Регулировка клапанов Д-245: порядок и пошаговое руководство
Двигатели Д-245 представляют собой мощные 4-тактные установки с 4 расположенными в ряд цилиндрами. Агрегат оборудован системой прямого впрыска. Благодаря этому обеспечивается повышенный уровень сгорания топлива и, соответственно, повышается производительность мотора.
Однако этот двигатель, как и любая другая техника, подвержен периодическим поломкам. Чтобы агрегат работал корректно, требуется своевременно регулировать его клапаны. Обладая определенной теоретической подготовкой, эту процедуру можно провести самостоятельно.
Содержание:
- Общая информация о двигателе Д-245
- Регулировка клапанов в моторе
- Советы по притирке клапанов Д-245
- Проверка зазоров
Общая информация о двигателе Д-245
В двигателе используется внутренний турбинный компрессор с корректируемым воздушным потоком. Он дает возможность создавать оптимальную приемистость во время работы (рисунок 1).
Примечание: Этот показатель обеспечивает усиленный параметр крутящего момента, даже если обороты вала находятся на минимальном уровне.
Все моторы данной группы ориентированы на использование в достаточно суровых температурных условиях (от -40 до +40 градусов).
Рисунок 1. Д-245 — мощный мотор, который устанавливают на крупную технику
Как правило, эти мощные агрегаты устанавливают на строительную и дорожную технику, а также крупные колесные трактора, которые используются в сельском хозяйстве.
Регулировка клапанов в моторе
Перед началом самостоятельной регулировки клапанов двигателя Д-245, следует изучить техническое устройство и особенности этой части мотора (рисунок 2).
У вала есть 5 опор, а движение он приводится посредством коленвала и распределительных шестеренок. Вместо рабочих подшипников применяются 5 втулок, помещенные в участки блока.
Рисунок 2. Этапы регулировки клапанов
Фронтальная втулка находится возле вентилятора. Дополнительно она оснащена буртом, который фиксирует распредвал осевых сдвигов. Другие втулки изготовлены из чугуна. Толкатели изготовлены из стали, но также усилены чугуном. Кулаки на распределительном валу имеют небольшой уклон.
Регулировка клапанов в моторах Д-245 проводится в четкой последовательности:
- Сначала снимают колпак с крышки цилиндров и определяют крепление стоек на оси коромысел.
- Далее поворачивают коленвал до перекрытия в первом цилиндре, и регулируют зазоры 4, 6, 7 и 8 клапанах.
- После этого вал поворачивают на один оборот и устанавливают перекрытие возле четвертого цилиндра и регулируют зазоры в первом, втором и третьем клапанах.
Для завершения регулировки контргайку на коромысле клапана опускают и проворачивают винт, чтобы между стержнем клапанам и бойком образовался зазор необходимого размера.
Далее контргайку затягивают и ставят на место колпак крышки цилиндров. После завершения обкатки дополнительно проверяют затяжку болтов головки цилиндра.
Для этого колпак и крышку снимают, убирают ось коромысел и с помощью динамометрического ключа проверяют затяжку болтов крепления головки цилиндров. Если они ослаблены, проводят дополнительную подтяжку.
Советы по притирке клапанов Д-245
У опытных механиков есть несколько секретов, которые помогают провести технологически правильную и качественную притирку клапанов (рисунок 3).
Во-первых, притирать клапаны Д-245 принято на специальных стендах и станках. На фаски деталей наносят специальную пасту, разведенную в дизельном топливе до консистенции жидкой сметаны. Чтобы повысить качество пасты, в нее обычно добавляют олеиновую или стеариновую кислоту.
Во-вторых, необходимо провести качественный демонтаж детали. Для этого сначала отворачивают гайки крепления стоек оси коромысел, а затем демонтируют его вместе с пружинами.
Рисунок 3. Притирку лучше проводить на станке
Аналогичным образом отворачивают болты и снимают головку. С клапанов тоже нужно снять дополнительные детали: тарелку пружин, сами пружины с шайбами, уплотнительную манжету и втулки направляющей.
В-третьих, необходимо научиться определять продолжительность притирки клапанов. Ее продолжают до тех пор, пока на фаске седла и фаске самого клапана не появится непрерывный матовый поясок, толщиной минимум 1,5 мм. Любые разрывы или черточки не допускаются, полоска должна быть сплошной и равномерной.
После завершения притирки головку блока и сами клапаны промывают. При сборке стержень клапана обязательно смазывают машинным маслом.
Читайте также: Ремонт мотоблоков своими руками: инструкция по ремонту
В целом, притирку можно проводить как вручную, так и с помощью слесарного оборудования, но трудоемкость ручных работ гораздо выше.
Проверка зазоров
Чтобы двигатель Д-245 работал корректно, проверку частей зазор проводят после каждых 15 тысяч километров пробега. Внеочередной контроль требуется после снятия головки цилиндров или в том случае, если в отсеке с клапанами появился посторонний стук (рисунок 4).
Внеочередной контроль требуется после снятия головки цилиндров или в том случае, если в отсеке с клапанами появился посторонний стук (рисунок 4).
Рисунок 4. Проверка зазоров схематически
Оптимальная величина зазора холодного двигателя должна составлять 0,25 мм на впускном клапане и 0,45 мм на выпускном.
Для регулировки зазоров контргайку коромысла конкретного клапана опускают, и начинают проворачивать винт, пока не будет достигнута требуемая величина. Для проверки используют специальный ищущий щуп между бойком стержня. В конце процедуры контргайки затягивают и устанавливают на место колпак крышки.
Затяжку следует проверить после первой обкатки, а в дальнейшем – через каждые 50 тысяч километров пробега при прогретом двигателе. После контрольной обкатки регулируют зазор между клапанами и коромыслом, и затягивают фиксаторы.
Тракторы Massey Ferguson 230, 235, 240, 245, 250 бензиновый двигатель
________________________________________________________________________________
Ремонт тракторов МФ 230, 235, 240, 245, 250
Головка блока цилиндров
Снятие и повторная установка — Слив Massey Ferguson 230, 235, 240, 245, 250
системы охлаждения и снимите капот. Перекройте подачу топлива, отсоедините провод датчика и
Перекройте подачу топлива, отсоедините провод датчика и
снять топливный бак. Отсоедините верхний шланг радиатора от корпуса термостата.
и провод от отправляющего блока датчика температуры. Отсоедините воздушный фильтр
шланг, топливопровод, воздушную заслонку и дроссельную заслонку от карбюратора, затем снимите
карбюратор. Отсоедините выхлопную трубу на моделях с низким уровнем выхлопа или снимите
глушитель на моделях с вертикальным выхлопом. Снять впускной и выпускной коллектор,
распорку радиатора, крышку коромысел и вал коромысел в сборе. Не
дайте толкателям упасть в блок цилиндров при снятии
вал коромысел в сборе. Поднимите все восемь толкателей, снимите свечи зажигания,
затем ослабьте винты крепления головки блока цилиндров. Снимите головку блока цилиндров
винты и снимите головку. Осмотрите цилиндр на предмет коробления, трещин или других
наносить ущерб. Исходная толщина головки блока цилиндров составляет 86,52 мм (3,406 дюйма).
Головка цилиндра может быть обработана до 0,76 мм (0,030 дюйма) для получения естественного
поверхность прокладки. Устанавливайте в порядке, обратном снятию, и соблюдая
Устанавливайте в порядке, обратном снятию, и соблюдая
следующее: Прокладка головки блока цилиндров имеет маркировку «НИЖНЯЯ», которая должна быть
в сторону блока. Новая прокладка не требует герметика; однако, если трудности
с уплотнением прокладки, покройте обе стороны прокладки теплом
устойчивой к алюминиевой краске или соответствующему герметику непосредственно перед
сборка. Затяните болты крепления головки блока цилиндров. Затяните
завинчивайте равномерно, увеличивая крутящий момент с шагом 15–20 Нм (10–15 фут-фунтов).
до конечного крутящего момента 95-102 Нм (70-75 ft-lbs.). Быть
будьте осторожны, чтобы толкатели не упали в блок во время установки
коромысло в сборе. Убедитесь, что колпачки установлены на всех клапанах.
стебли. Затяните болты крепления оси коромысел моментом 27-34 Нм (20-25
фут-фунт) крутящий момент. Отрегулируйте зазор клапана в холодном состоянии до 0,33 мм (0,013 дюйма).
для впуска и 0,38 мм (0,015 дюйма) для выпуска. Затянуть впуск и
винты выпускного коллектора до 34-40 Нм (25-30 ft-lbs.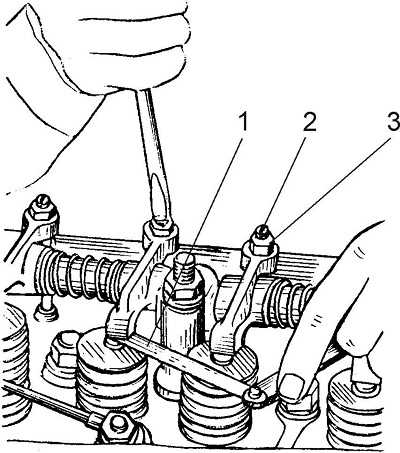 ) и свечи зажигания до
) и свечи зажигания до
Крутящий момент 43–52 Нм (32–38 фут-фунтов). Затяните стопорную крышку головки блока цилиндров
винты на 95-102 Нм (70-75 фут-фунтов) и отрегулируйте зазор клапана до
Настройка «Горячий» после запуска двигателя и выхода на рабочий режим
клиренс.
Регулировка зазора клапана — Рекомендуемый зазор клапана с Massey
Холодный двигатель Ferguson 230, 235, 240, 245, 250 составляет 0,33 мм (0,013 дюйма) для
впускные клапаны и 0,38 мм (0,015 дюйма) для выпускных клапанов. рекомендуемые
зазор при горячем двигателе (нормальная рабочая температура) составляет 0,28 мм.
(0,011 дюйма) для впускных клапанов и 0,33 мм (0,013 дюйма) для выпускных клапанов.
клапаны. Клапанный зазор можно отрегулировать следующим образом: Снимите заглушку привода ГРМ.
с левой стороны блока цилиндров и проверните коленчатый вал до упора
центральная установочная метка совмещена с меткой на корпусе. Проверить качельку
кронштейны для цилиндров №1 и №4. Если коромысла цилиндра № 4
герметичен, цилиндр № 1 находится в такте сжатия, а указанные клапаны могут
быть скорректированы. Если коромысла цилиндра № 1 затянуты, цилиндр № 4
Если коромысла цилиндра № 1 затянуты, цилиндр № 4
находится в такте сжатия, и указанные клапаны можно отрегулировать. После
регулируя четыре указанных клапана, проверните коленчатый вал на один полный оборот
и отрегулируйте зазор остальных четырех клапанов.
Клапаны и седла. Посадка впускных клапанов непосредственно в головке блока цилиндров и
стержни клапанов снабжены неопреновыми сальниками. Клапан положительного типа
доступен комплект уплотнения штока; однако направляющие клапанов должны быть обработаны
принять печать. Выпускные клапаны имеют заменяемые вставки седла, а штоки
оснащены вращателями клапанов положительного типа. Замена выпускного клапана
вставки седла поставляются только увеличенного размера на 0,25 мм (0,010 дюйма). Когда
замена уплотнительных вставок, переобработать головку блока цилиндров так, чтобы вставить расточенное отверстие
меры 31,991–32,017 мм (1,2595–1,2605 дюйма), чтобы обеспечить рекомендуемые
0,08–0,13 мм (0,003–0,005 дюйма) с натягом. Поверхность впускного клапана и
угол сиденья 30 градусов. Выпускные клапаны имеют передний угол 44° и
Выпускные клапаны имеют передний угол 44° и
угол посадки 45, чтобы обеспечить рекомендуемый угол интерференции в 1 градус.
Желаемая ширина седла для всех клапанов составляет 1,6–2,4 мм (1116–3/32 дюйма). Сиденья
можно сузить с помощью камней 15 и 75 градусов.
Направляющие клапанов. Направляющие впускных и выпускных клапанов с заданными размерами.
сменный. Внутренний диаметр новых направляющих 8,019.-8,057 мм. Внутренний
канал новых направляющих имеет мелкую спиральную канавку или нарезы, что придает
направлять незаконченный внешний вид при осмотре, но руководство не должно быть
рассверлил. Чтобы заменить направляющие, выдавите старые направляющие вниз из цилиндра.
головку с помощью пилотируемой оправки. Вдавите новую направляющую сверху, пока
расстояние, измеренное от поверхности прокладки крышки коромысел до верха направляющей
составляет 2,38 мм (13/32 дюйма). Диаметры штоков клапанов и пределы зазоров в
направляющие следующие: Диаметр штока клапана-впуск 7,978-7,998 мм
(0,3141-0,3149 дюйма) / Выхлоп — 7 935-7,955 мм (0,3124-0,3132 дюйма).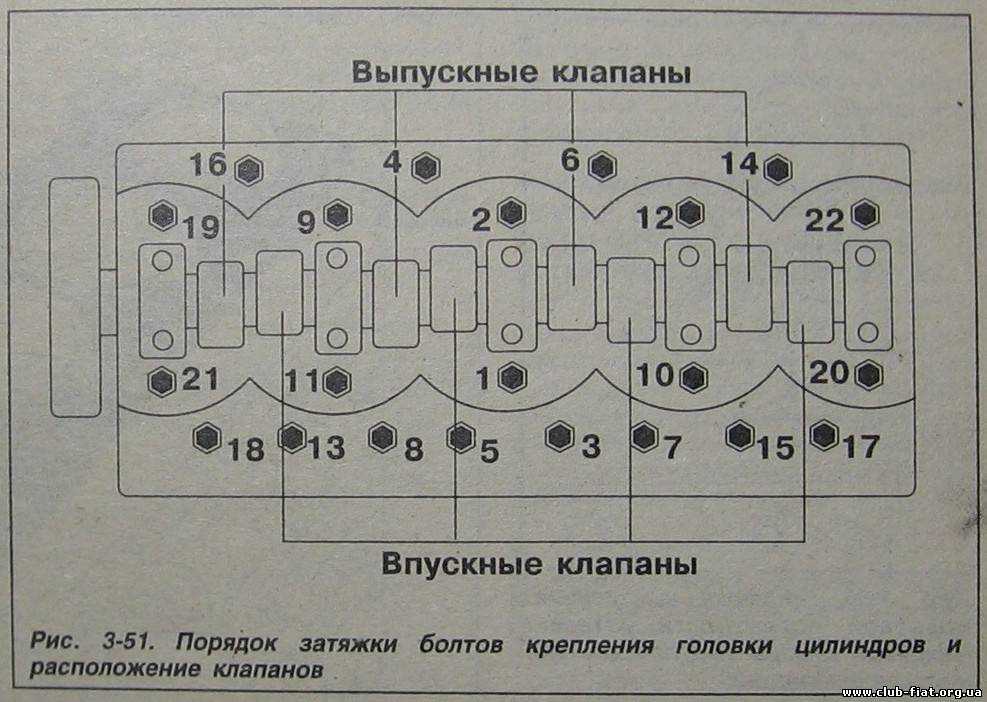
Зазор-впуск 0,021-0,079 мм (0,0008-0,0031 дюйма) / выпуск
0,064–0,122 мм (0,0025–0,0048 дюйма).
Кулачковые толкатели — кулачковые толкатели грибовидного типа работают
непосредственно в обработанных отверстиях блока цилиндров и доступны только
в стандартном размере 14,262–14,275 мм (0,5615–0,5620 дюйма). Оформление в
диаметр отверстия должен составлять 0,013–0,046 мм (0,0005–0,0018 дюйма). Последователи камеры
можно снять снизу после снятия распределительного вала. Последователи камеры должны
быть переустановлены в исходное положение при повторном использовании. Кэм
толкатели должны быть заменены, если распределительный вал заменен.
Коромысел. Втулки коромысел не подлежат замене. Обновить коромысла
и/или вала, если зазор между валом и втулкой не находится в допустимых пределах
0,013–0,046 мм (0,0005–0,0018 дюйма). Вал коромысел расположен
установочный штифт в валу, который входит в паз на передней поверхности третьего
опорный кронштейн. Начните сборку, установив штифт в паз кронштейна.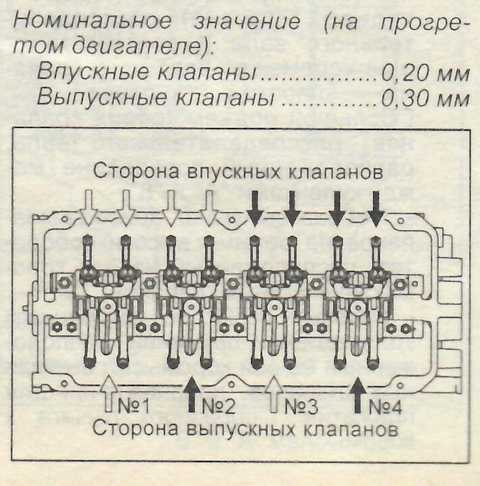
Установите одно коромысло со штампом «7R», пружинное коромысло со штампом, другое
кронштейн, еще одно коромысло со штампом «7R», короткая пружина, шайба и
шплинт к короткому концу вала. Установите оставшиеся детали на более длинные
конец вала. Коромысел одинаковые и имеют штамп «7R». Коромысел есть
одинаковые и штампованные. Пружины идентичны, как и опорные кронштейны. Короткий
пружина, шайба и шпонка используются на каждом конце.
Крышка распределительных шестерен
Снятие и повторная установка — Сначала отделите переднюю систему от MF 230,
235, 240, 245, 250 двигателя следующим образом: Слить систему охлаждения, снять переднюю
панели решетки и отсоедините кабели аккумуляторной батареи. Снимите крышку топливного бака,
крышка радиатора и капот. Отсоедините провода фары и освободите провод.
Отсоедините оба шланга радиатора, скобу радиатора и, на Massey Ferguson
230, 235, 240, 245, 250 тракторов, оборудованных таким образом, гидравлические маслопроводы и
насос с передним расположением. Поддержите трактор перед трансмиссией. Должность
Поддержите трактор перед трансмиссией. Должность
клиновые блоки между передним мостом и балкой моста. Поддержите переднюю часть
сборка спереди и сзади. Отсоедините тяги и радиусные тяги в
задняя часть моделей с таким оснащением. На моделях с звеньями перетаскивания прикрепите звенья перетаскивания
к оси, чтобы колеса были прямо и не поворачивались. На моделях
с гидроусилителем руля, отсоедините провода, снимите насос гидроусилителя руля
и закройте все отверстия гидравлического рулевого управления. На всех MF 230, 235, 240, 245,
250, открутите переднюю часть и осторожно откатите ее от
трактор. Снимите ремень вентилятора и шкив коленчатого вала. Отсоедините пружину
и тяга от рычага управления регулятором. Откручиваем крышку ГРМ
от блока цилиндров и масляного поддона, затем осторожно снимите крышку вперед.
дюбели. В это время можно заменить передний сальник коленчатого вала. Нажимать
запечатайте, не поддевайте, чтобы не повредить крышку. Запрессуйте новое уплотнение в
положение изнутри губой внутрь.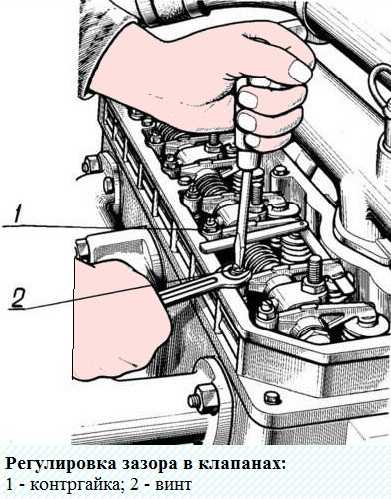 Внутренний край уплотнения
Внутренний край уплотнения
должен быть заподлицо с задней частью отверстия уплотнения в крышке. Установить крышку
обратная процедура удаления. Убедитесь, что выступ на чашке регулятора
в положении «6 часов» перед установкой крышки. Обрезать прокладку между
блок цилиндров и крышку до тех пор, пока концы не будут заподлицо с блоком цилиндров.
Уплотнение между крышкой распределительного механизма и масляным поддоном легче
достигается установкой масляного поддона с новой прокладкой после снятия крышки.
установлены. Затяните винты крепления крышки распределительного механизма к блоку цилиндров моментом 34-40.
Нм крутящий момент, и винты крепления масляного поддона к крышке распределительного механизма до 16-22 Нм 02-16
крутящий момент.
Зубчатые колеса — Зубчатые колеса можно заменить после снятия зубчатого колеса.
крышка. Снимите обойму регулятора и вал в сборе с распределительного вала. Удалять
прижать шестерню распределительного вала к распределительному валу и снять шаровой регулятор
сборка драйвера.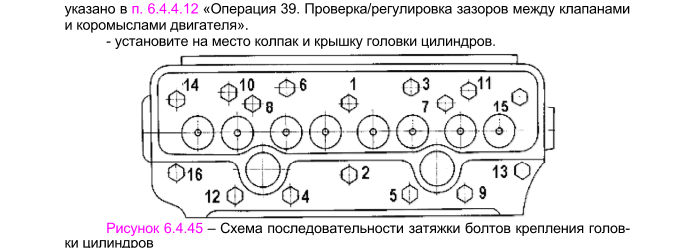 Снимите известковые шестерни с помощью подходящего съемника. Будь осторожен
Снимите известковые шестерни с помощью подходящего съемника. Будь осторожен
не повредить отверстие вала регулятора в распредвале при вытягивании распредвала
механизм. Рекомендуемый зазор между шестернями коленвала и распредвала
0,03–0,05 мм (0,001–0,002 дюйма). Шестерни доступны в стандартном размере,
малогабаритные и крупногабаритные. Шестерни имеют маркировку «S» (стандарт), «U»
(уменьшенный размер) или «O» (увеличенный размер), а цифра «1» или «2» обозначает
0,001-0,002 дюйма большего или меньшего размера. Правильный зазор между
шестерни коленчатого вала и масляного насоса 0,089·0,107 мм (0,0035–0,0042 дюйма).
Во время установки совместите один зуб с маркировкой пуансона на коленчатом валу.
шестерня с двойным керном отметила место зуба на шестерне распределительного вала. Обогрев
шестерню распределительного вала в масле или в духовке примерно до 149°C (300°F).
облегчить установку редуктора. Снимите масляный поддон и поддержите распределительный вал в
переднее положение во время установки шестерни, чтобы предотвратить ослабление и
течь задней пробки распредвала.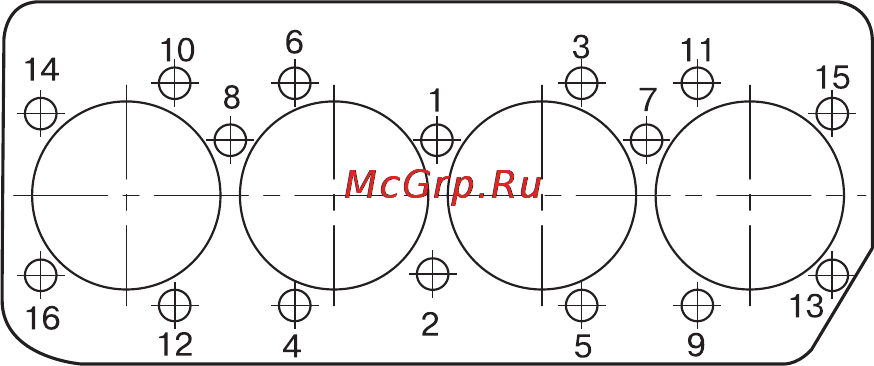 Затяните гайку крепления шестерни распределительного вала
Затяните гайку крепления шестерни распределительного вала
до крутящего момента 95-108 Нм.
Распределительный вал — Снимите распределительный вал, сначала снимите шестерню распределительного вала.
Снимите топливный бак, крышку коромысел, коромысел и вал в сборе и
толкатели. Снимите распределитель зажигания и масляный поддон. Заблокировать или
поддержите подписчиков камеры. Выверните винты крепления тяги распределительного вала
пластину к блоку двигателя и снимите распределительный вал с передней части двигателя. Все
шейки распределительных валов заходят прямо в отверстия в блоке цилиндров.
Нормальный диаметральный зазор составляет 0,064–0,114 мм (0,0025–0,0045 дюйма). Продлить
распределительного вала и/или блока цилиндров, если зазор превышает 0,18 мм (0,007
дюйм). Диаметр шейки распредвала 45,9.2–45,95 мм (1,808–1,809 дюйма)
для передней шейки, 44,34–44,36 мм (1,7455–1,7465 дюйма) для центра
шейка и 42,75–42,77 мм (1,683–1,684 дюйма) для задней шейки.
Осевой люфт распределительного вала контролируется упорной пластиной и обычно находится в пределах
диапазон 0,076-0,178 мм. Толщина упорной пластины в новом состоянии
Толщина упорной пластины в новом состоянии
3,735–3,785 мм (0,147–0,149 дюйма).
Штоковые и поршневые узлы
Шатунные и поршневые узлы снимаются сверху после снятия
головка блока цилиндров и масляный поддон. Корреляционные метки на стержне и крышке должны быть
установлены лицом к распредвалу Massey Ferguson 230, 235, 240, 245,
250 двигатель. Сменные стержни не маркируются, но должны быть проштампованы.
номер цилиндра перед установкой, со стороны штока напротив масла
распылительное отверстие. Юбки поршней имеют насечки по нижнему краю; выемка должна быть
устанавливается перед двигателем при повторной сборке агрегата. Затяните
болты крышки шатуна с крутящим моментом 54-61 Нм (40-45 фут-фунтов).
Поршни, гильзы и кольца — Доступны поршни стандартных размеров.
только и доступны только в комплекте, который включает поршень, палец, кольца
и гильзу на один цилиндр. Поршень кулачковой земли. Если поршень и/или
гильзы имеют задиры, если канавки поршневых колец или отверстие под палец изношены или
поврежден или если конусность стенки цилиндра превышает 0,20 мм (0,008 дюйма), замените
поршень и гильза в сборе. Комплекты поршневых колец доступны отдельно.
Комплекты поршневых колец доступны отдельно.
Комплекты имеют маркировку для правильной установки поршневых колец. Правильный
установка колец. Рекомендуемый зазор между торцами поршневых колец 0,25-0,50 мм.
(0,010-0,020 дюйма) для всех колец. Рекомендуемый боковой зазор в кольце
канавка 0,09-0,13 мм (0,0035-0,0050 дюйма) для верхнего кольца; 0,09-0,14 мм
(0,0035-0,0055 дюйма) для второго и третьего компрессионных колец. Продлить
поршень и гильза в сборе, если боковой зазор верхнего кольца превышает 0,19 мм
(0,0075 дюйма) или 0,20 мм (0,008 дюйма) для второго или третьего сжатия
кольца. Установите поршневые кольца в канавки. Поршневые кольца предназначены для использования
в новых гильзах, а кольца для обслуживания в изношенных гильзах. Установить
кольца для новых гильз обратите внимание на следующее: Верхнее кольцо хром
с покрытием, конической поверхностью и может иметь скошенный внутренний диаметр. Сторона
кольцо, отмеченное точкой или скошенной кромкой, должно быть обращено к верхней части поршня.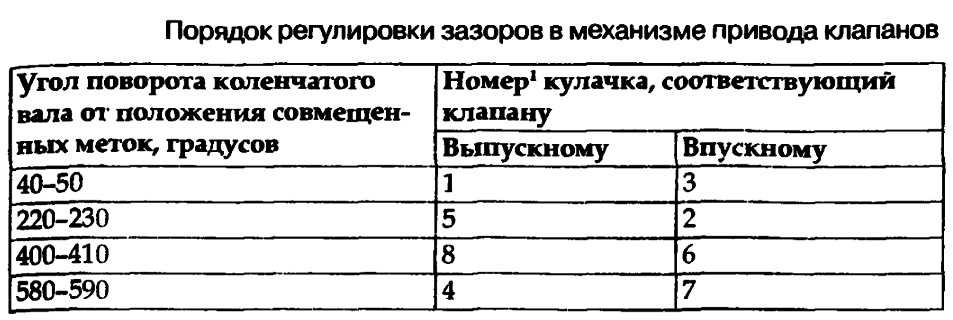
Второе и третье компрессионные кольца имеют коническую поверхность и должны быть
устанавливается стороной, отмеченной точкой, вверх.
Сначала установите расширитель маслосъемного кольца в канавку, затем установите направляющие с зазорами.
50 мм (2 дюйма) от зазора расширителя. Зазор в одной рейке должен быть
слева, другой справа от зазора в расширителе. Установите кольца для использования в б/у
гильз цилиндров, обратите внимание на следующее. Хромированное верхнее кольцо
конусность. Установите верхнее кольцо точечным или скошенным внутренним диаметром в сторону
верх поршня. Второе компрессионное кольцо должно быть установлено с
скошенный внутренний диаметр или точка к вершине. Третье компрессионное кольцо
должен иметь расширитель за кольцом и рельефный вырез снаружи
диаметр кольца должен быть меньше. Расширитель для нижнего контроля масла
кольцо должно быть установлено первым, а затем два рельса. Один рельс
должен иметь отвод на 50 мм (2 дюйма) левее концов расширителя, другой
рейка должна иметь торцевой зазор 50 мм (2 дюйма) вправо.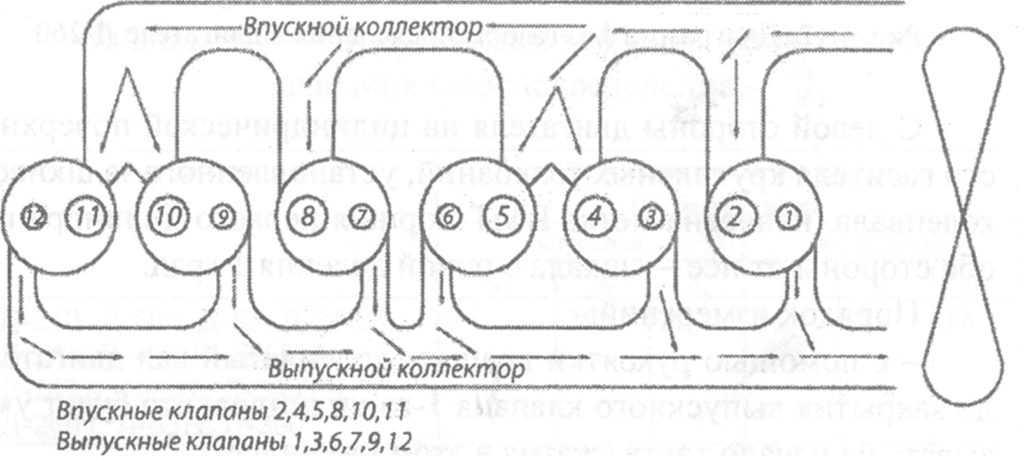 Гильзы цилиндров
Гильзы цилиндров
имеют вырезы внизу для зазора шатуна. Рельеф
пазы должны располагаться под прямым углом к осевой линии коленчатого вала. Использовать
подходящий съемник для снятия гильз цилиндров мокрого типа. Очистить все
поверхности блока цилиндров, соприкасающиеся с гильзой или уплотнениями гильз. Установить
втулку в отверстие блока цилиндров перед установкой каких-либо уплотнительных колец.
проверьте выдающийся рукав. Выберите необходимую толщину прокладок для
обеспечивают вылет 0,03–0,10 мм (0,001–0,004 дюйма). Измерьте расстояние с помощью
поверочную линейку и толщиномер и убедитесь, что втулка полностью установлена
без зазубрин, заусенцев или посторонних материалов, препятствующих полному
установка. Чрезмерное или недостаточное выделение вызовет появление воды.
утечка. После проверки вылета втулки установите уплотнительные кольца.
по низу рукавов. Убедитесь, что уплотнительные кольца не перекручены, затем
смазать уплотнения вазелином. Запрессуйте рукава на место
будьте осторожны, чтобы не повредить и не потерять прокладки. Надрезы должны быть перпендикулярны
Надрезы должны быть перпендикулярны
коленчатый вал.
Поршневые пальцы — Полностью плавающие поршневые пальцы остаются в поршне
бобышки стопорными кольцами. Поршневые пальцы доступны в стандартном размере и
Негабариты 0,08 и 0,13 мм (0,003–0,005 дюйма). Рекомендуемый зазор для
поршневой палец как в шатуне, так и в поршне 0,005.0,015 мм
(0,0002–0,0006 дюйма). Стандартный диаметр поршневого пальца 21,821-21,826 мм.
(0,8591–0,8593 дюйма). Новые втулки отхонинговать до 21,831-21,836 мм.
(0,8595·0,8597 дюйма) после установки в шатун. Подключение
шатуны и подшипники — Шатунные подшипники прецизионные,
заменяется снизу после снятия масляного поддона. При установке нового подшипника
обечайки, убедитесь, что выступ входит в прорезь в стержне и
колпачок и что метки корреляции стержня и колпачка совмещены. Замена
шатуны не маркированы и должны быть проштампованы с номером цилиндра сбоку
вдали от отверстия для распыления масла. Метки корреляции должны быть со стороны распределительного вала.
блока при установке стержней. Подшипники доступны в уменьшенных размерах
0,05, 0,25 и 0,50 мм (0,002, 0,010 и 0,020 дюйма), а также
стандарт.
Коленчатый вал и подшипники
Коленчатый вал поддерживается тремя прецизионными вкладышами
подшипники. Крышка заднего коренного подшипника содержит уплотнительные полоски с каждой стороны.
крышки в дополнение к заднему уплотнению. Подшипниковые вставки доступны в
заниженные размеры 0,05, 0,25 и 0,50 мм (0,002, 0,010 и 0,020 дюйма), а также
а так стандартный размер. Нормальный осевой люфт коленчатого вала 0,10-0,20 мм.
(0,004-0,008 дюйма) управляется фланцевым центральным коренным подшипником
вставки. Чтобы снять коленвал, необходимо снять Massey Ferguson.
230, 235, 240, 245, 250 двигатель, сцепление, маховик, задний сальник, ГРМ
крышка редуктора, масляный поддон, коренной подшипник масляного насоса и крышки шатунов.
Замените или отшлифуйте коленчатый вал, если повреждены коренные шейки или шатунные шейки.
износ более 0,025 мм (0,001 дюйма), конусность более 0,025 мм
(0,001 дюйма) или овальность более 0,038 мм (0,0015 дюйма).
Замените или выпрямите коленчатый вал в случае биения (общее показание индикатора)
превышает 0,076 мм (0,003 дюйма), проверяется по центру главной шейки.
Задний сальник коленчатого вала — Задний сальник коленчатого вала содержится в
цельный фиксатор и обслуживается только в сборе. обновить
уплотнения, сначала отделите двигатель от картера коробки передач и снимите
маховик. Снимите масляный поддон и два винта с головкой под ключ, крепящие заднюю часть картера.
фиксатор крышки коренного подшипника; отверните три оставшихся винта с головкой и
снимите сальник и стопорный узел. Нанесите тонкий слой масла на
уплотнительную кромку и нанесите герметик на монтажную прокладку. Позиционное уплотнение
фиксатор двумя резьбовыми отверстиями вниз. Установите на место винты с головкой и
равномерно затяните с моментом 11-14 Нм (8-10 фут-фунтов). Завершить
сборку в порядке, обратном разборке. Маховик — снимите
маховик, двигатель MF 230, 235, 240, 245, 250 отдельно от трансмиссии
картера и снимите сцепление. Зубчатый венец стартера можно заменить после
Зубчатый венец стартера можно заменить после
снятие маховика. Чтобы установить новый зубчатый венец, равномерно нагрейте его до
примерно 232C (405F) и установить на маховик со скошенной кромкой
зубья обращены к передней части двигателя. Одна шпилька крепления маховика смещена от центра
поэтому маховик можно установить только в правильном положении. Затяните
болты крепления маховика с моментом затяжки 95-102 Нм (70-75 фут-фунтов).
- Ремонт тракторов МФ 230, 235, 240, 245, 250
________________________________________________________________________________
__________________________________________________________________________________________
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПОГРУЗЧИКИ
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ПРОБЛЕМЫ
__________________________________________________________________________________________
MF 1523
MF 1531
MF 135
MF 1547
MF 1635
________________________________________________________________________________________
________________________________________________________________________________________
231
231S
235
240
241
________________________________________________________________________________________
255
265
274
285
375
________________________________________________________________________________________
1523
1531
135
1547
1635
________________________________________________________________________________________
916X Loader
921X Loader
926X Loader
931X Погрузчик
Погрузчик 936X
________________________________________________________________________________________
941X Loader
946X Loader
951X Loader
956X Loader
988 Loader
________________________________________________________________________________________
1655
GS1705
1742
2635
4608
________________________________________________________________________________________
1080
1100
2615
3050
3060
________________________________________________________________________________________
4708
5455
5450
5610
5613
________________________________________________________________________________________
DL95 Loader
DL100 Loader
DL120 Loader
Погрузчик DL125
Погрузчик DL130
________________________________________________________________________________________
DL135 Loader
DL250 Loader
DL260 Loader
L90 Loader
L100 Loader
________________________________________________________________________________________
6499
7480
7618
7726
1533
________________________________________________________________________________________
2604H
2607H
4455
4610M
4710
________________________________________________________________________________________
L105E Loader
L210 Loader
1014 Loader
1016 Loader
1462 Loader
________________________________________________________________________________________
1525 Loader
1530 Loader
232 Погрузчик
838 Loader
848 Loader
________________________________________________________________________________________
5712SL
6713
6715S
7475
7615
________________________________________________________________________________________
7716
7724
8240
8650
8732
________________________________________________________________________________________
246 Loader
1036 Loader
1038 Loader
1080 Loader
856 Loader
Tech Tip #10: Значения крутящего момента и настройки клапана
Skip To Content
- .
- Категория
- Технические советы

- Опубликовано
- Опубликовано
Полезное руководство по правильной установке клапанов на двигатели Perkins и другие.
Ознакомьтесь с приведенной ниже таблицей значений крутящего момента и настроек клапана:
Моменты затяжки головки цилиндров и клапанный зазор
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 152-4.203
152-4.203
 250
250 014
014Мы надеемся, что эта таблица значений крутящего момента и настроек клапана оказалась вам полезной. Не забудьте подписаться на дополнительные технические советы и ноу-хау дизельных двигателей с доктором Дизелем.
Знание — сила. Способность устанавливать связи с пользователями движка. Чтобы построить отношения с нашими клиентами, мы по-разному делимся с вами нашими 105-летними знаниями. У нас есть специальный раздел «Спросите доктора Дизеля™», где вы можете задавать вопросы о двигателях, трансмиссиях, промышленных ручных сцеплениях, очистителях выхлопных газов и т. д.