Содержание
Момент затяжки ГБЦ и других соединений двигателя ЗМЗ 402 (ЗМЗ 4021) — Ремонт своими руками
Август 9, 2018ГазельКомментарии: 0
Затяжка резьбовых соединений — критически важная операция. Не дотянутые или перетянутые болты и гайки могут привести к очень серьезным поломкам. Поэтому будет правильным строго следовать таблице значений усилия (момента) затяжки и использовать динамометрический ключ для контроля усилия.
Наименование соединения | Момент затяжки, Н·м (кгс·м) |
Болт крепления крышки распределительных шестерен | 11-16 (1,1-1,6) |
Гайка крепления крышки распределительных шестерен | 12-18 (1,2-1,8) |
Гайка крепления крышки коробки толкателей | 12-18 (1,2-1,8) |
Гайка крепления головки блока цилиндров | 85-90 (8,5-9,0) |
Болт крепления задней крышки головки блока цилиндров | 11-16 (1,1-1,6) |
Гайка болта крепления крышки шатуна | 68-75 (6,8-7,5) |
Гайка крепления маховика | 78-83 (7,8-8,3) |
Болт крепления шкива коленчатого вала | 11-16 (1,1-1,6) |
Стяжной болт коленчатого вала (храповик) | 170-220 (17-22) |
Болт крепления упорного фланца распределительного вала | 11-16 (1,1-1,6) |
Болт крепления зубчатого колеса распределительного вала | 55-60 (5,5-6,0) |
Гайка крепления стойки оси коромысел | 35-40 (3,5-4,0) |
Болт крепления крышки коромысел | 4,5-8,0 (0,45-0,8) |
Гайка крепления выпускного коллектора к впускной трубе | 44-56 (4,4-5,6) |
Гайка крепления впускной трубы и выпускного коллектора к головке блока | 40-56 (4,0-5,6) |
Гайка крепления масляного картера | 12-15 (1,2-1,5) |
Гайка крепления масляного насоса | 18-25 (1,8-2,5) |
Болт крепления привода распределителя зажигания | 6,0-8,0 (0,6-0,8) |
Гайка крепления крышки коренного подшипника | 100-110 (10-11) |
Гайка крепления масляного фильтра | 12-18 (1,2-1,8) |
Болт крепления топливного насоса | 12-18 (1,2-1,8) |
Гайка крепления фильтра тонкой очистки топлива | 12-18 (1,2-1,8) |
Гайка крепления водяного насоса | 18-25 (1,8-2,5) |
Болт крепления шкива водяного насоса | 12-18 (1,2-1,8) |
Болт крепления картера сцепления | 28-36 (2,8-3,6) |
Гайка крепления картера сцепления | 40-56 (4,0-5,6) |
Болт крепления нажимного диска сцепления | 20-25 (2,0-2,5) |
Гайка крепления кронштейна генератора | 44-62 (4,4-6,2) |
Гайка крепления генератора | 44-56 (4,4-5,6) |
Свеча зажигания | 30-40 (3,0-4,0) |
Болт крепления вентилятора | 14-18 (1,4-1,8) |
Прочие соединения
Наименование соединения | Момент затяжки, Н·м (кгс·м) |
Гайка хомута регулировочной трубки рулевой тяги | 15-18 (1,5-1,8) |
Палец нижнего рычага передней подвески | 180-200 (18-20) |
Гайка оси верхнего рычага передней подвески | 70-100 (7,0-10,0) |
Гайка пальца резьбового шарнира | 120-200 (12,0-20,0) |
Болт и гайка крепления оси верхних рычагов | 44-56 (4,4-5,6) |
Болт крепления колеса | 100-120 (10-12) |
Гайка фланца ведущей шестерни заднего моста | 160-200 (16-20) |
Болт крепления передней подвески к кузову | 125-140 (12,5-14) |
Гайка крепления механизма рулевого управления | 50-60 (5,0-6,0) |
Гайка крепления рулевого колеса | 65-75 (6,5-7,5) |
Гайка крепления сошки механизма рулевого управления | 105-120 (10,5-12) |
Болт крепления кронштейна маятникового рычага | 50-62 (5,0-6,2) |
Болт и гайка крепления рулевой колонки к панели приборов | 12-18 (1,2-1,8) |
Всасывающий штуцер насоса гидроусилителя рулевого управления | 32-40 (3,2-4,0) |
Гайка клина рулевого управления | 18-25 (1,8-2,5) |
Болт-штуцер клапана управления встроенного гидроусилителя рулевого управления | 80-100 (8,0-10,0) |
Гайка верхнего и нижнего наконечников нагнетательного шланга встроенного гидроусилителя рулевого управления | 44-62 (4,4-6,2) |
Гайка трубки сливного шланга встроенного гидроусилителя рулевого управления | 44-62 (4,4-6,2) |
Гайка соединения наконечника нагнетательного шланга и шлангов силового цилиндра раздельного гидроусилителя рулевого управления | 32-40 (3,2-4,0) |
Болт-штуцер сливного шланга встроенного гидроусилителя рулевого управления | 80-100 (8,0-10,0) |
Болт крепления поворотного кулака, рычага и кронштейна | 80-100 (8,0-10,0) |
Ограничитель поворота | 80-100 (8,0-10,0) |
Гайка крепления оси толкателя педалей тормоза и сцепления | 32-36 (3,2-3,6) |
Болт крепления тормозного щита заднего тормоза | 65-80 (6,5-8,0) |
Болт крепления скобы переднего тормоза | 110-125 (11,0-12,5) |
Болт крепления колесного цилиндра заднего тормоза | 8,0-18,0 (0,8-1,8) |
Гайка крепления регулятора давления задних тормозов | 8,0-18,0 (0,8-1,8) |
Гайка крепления главного цилиндра тормозов | 24-56 (2,4-5,6) |
Гайка крепления вакуумного усилителя | 8,0-18,0 (0,8-1,8) |
Болт крепления шлицевой вилки заднего карданного вала | 50-56 (5,0-5,6) |
Гайка крепления карданного вала к заднему мосту | 27-30 (2,7-3,0) |
Гайка крепления поперечины промежуточной опоры к кузову | 27-30 (2,7-3,0) |
Болт крепления промежуточной опоры к поперечине | 12-18 (1,2-1,8) |
Гайка крепления коробки передач к картеру сцепления | 50-62 (5,0-6,2) |
*Для остальных резьбовых соединений моменты затяжки следующие: | |
для М6 — 6–8 Н·м (0,6-0,8 кгс·м) для М8 — 14–18 Н·м (1,4-1,8 кгс·м) | для М10 — 28–36 Н·м (2,8-3,6 кгс·м) для М12 — 50–62 Н·м (5,0-6,2 кгс·м) |
Ниже приводится видео, поясняющее, как управлять усилием затяжки болтов и гаек при помощи динамометрического ключа.
Как протягивать головку на 402 двигателе. Головка блока цилиндров
Ключевое слово — МСК на 4х клапанах — отсюда следует что движок ЗМЗ 24Д (под Аи-93) или ЗМЗ 24-01 (под А-76). Соответственно момент затяжки ГБЦ 24х движков — от 7.3 до 7.8.
У 402го момент действительно около 9, но у 24xxx он меньше.
Попутно выражаю соболезнования;) — найти шпильку будет непросто. Они не такие, как на 402х — собственно это и является причиной меньшего момента. Для ЗМЗ 24ххх использовались шпильки диаметром 11 мм с резьбой М11×1; для 402х применили менее «специфическую» резьбу М12×1,25 — возрастание шага резьбы и потребовало увеличить момент для обеспечения нужного прижима.
Эти системы могут буквально производить сотни разных предметов. В подвальных машинах имеется магазин инструментов, позволяющий выполнять инструменты настолько, чтобы все операции отличались на каждой из разных частей. Некоторые из них предназначены для работы днем и ночью без присмотра. что означает, что у них есть определенная группа деталей, которые предназначены для производства. Некоторые машины разработаны как ячейки. 2 Механические компоненты машины должны быть жесткими и прочными, чтобы поддерживать активные детали.
В подвальных машинах имеется магазин инструментов, позволяющий выполнять инструменты настолько, чтобы все операции отличались на каждой из разных частей. Некоторые из них предназначены для работы днем и ночью без присмотра. что означает, что у них есть определенная группа деталей, которые предназначены для производства. Некоторые машины разработаны как ячейки. 2 Механические компоненты машины должны быть жесткими и прочными, чтобы поддерживать активные детали.
Стандартизованный журнал инструментов позволил автомобилям быть построенными для продажи или продажи позже. цепи и другое электронное оборудование для работы в машине. 1 Основная сварка 1 Основной материал станка лить или сваривать. Большинство обрабатывающих центров были построены по спецификациям заказчика машинным застройщиком. Он оснащен электронным корпусом с кондиционером, установленным на боковой стороне рамы или на пульте оператора. Ассортимент кабелей подключается к контроллеру двигателя и слайдера. установленный на его двигателе.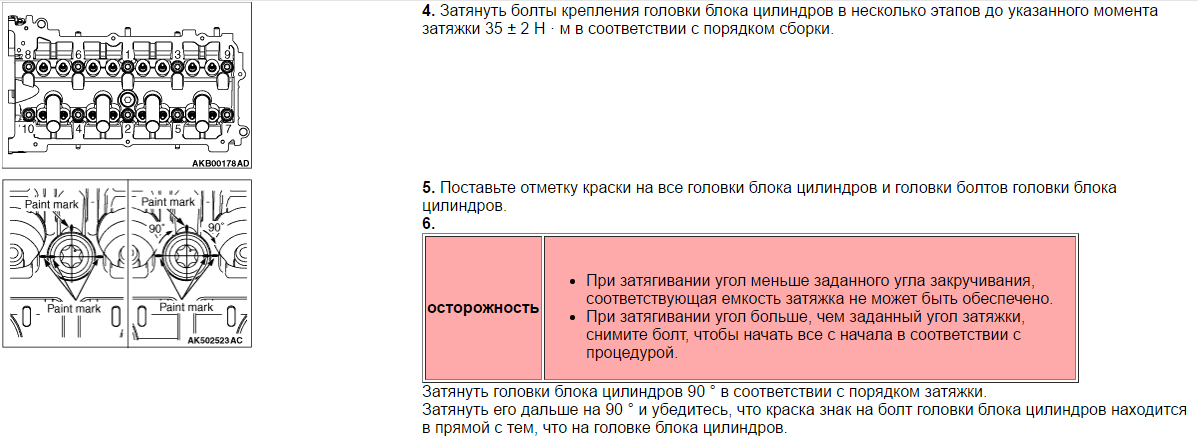
В поисках шпильки возьмите с собой кончившуюся и ищите точно по образцу — они бывают разной длины (внешний/внутренний ряды) — как у 402х движков, но диаметр 11мм, как у 21х — однако 21ые шпильки раза в три короче будут. Нужные встречаются нечасто.
Иногда перерезают резьбу в блоке и ставят шпильку от 402. ИМХО, но такой подход мне не очень нравиться — все-таки разница в диаметрах недостаточна для полного перерезания резьбы — значит новая резьба будет неполной, с посеченными вершинами. На практике вроде держит, но пробовать на своей я не стал.
Фактический процесс производства доходов. Основание выполнено в большом обрабатывающем центре. а также зоны крепления дорожек описаны в спецификации. или сам несущий вал. 2 Крепежные детали крепится винтами. Эти шариковые винты прикреплены болтами к основанию с помощью держателя. или контроллер. Теперь. и фиксируется на основании. а затем через винты передается на подвижный вал.
Он содержит всю операционную память. Стоимость более миллиона долларов для разработки и использования на высоком уровне. операция. скорости и подачи. Скорость разрешения шпинделя контролируется сложным компьютером, который выполняет миллионы вычислений для обеспечения контура. обеспечение непреднамеренных столкновений с инструментом. 5 Контроль качества Контроль качества в обрабатывающем центре состоит в простоте доставки и настройках. На передней панели оператора имеется видеоэкран, на котором отображается информационная программа.
операция. скорости и подачи. Скорость разрешения шпинделя контролируется сложным компьютером, который выполняет миллионы вычислений для обеспечения контура. обеспечение непреднамеренных столкновений с инструментом. 5 Контроль качества Контроль качества в обрабатывающем центре состоит в простоте доставки и настройках. На передней панели оператора имеется видеоэкран, на котором отображается информационная программа.
Превышать момент при затяжке на самом деле не стоит. И если кто это советует — ИМХО — нехай идет подметать улицу, а не в моторах разбираться.
Причина проста — прокладка ГБЦ при прогреве/остывании мотора подвергается зональным сжатиям. Скажем после запуска первыми нагреваются гильзы — и соответственно удлиняются; а в это время внешний блок еще холодный. Получается что гильза как-бы дополнительно «вылезает» из блока, сжимая прокладку и приподнимая ГБЦ. Потом постепенно прогревается блок и подпирает ГБЦ сам, снимая нагрузку с прокладки на торцах гильз. При выключении гильза очень быстро теряет температуру — как только прекращается ее подогрев изнутри она остывает до температуры ОЖ — соответственно ее длина уменьшается и она как бы «прячется» внутрь блока. В зависимости от внешней температуры и температуры двигателя колебания торцев гильзы по высоте относительно верхней плоскости блока доходят до десятой доли мм. В принципе немного, но прокладка обязана быть УПРУГОЙ, что бы эти колебания компенсировать не образуя щелей и обеспечивая требуемое уплотнение стыка ГБЦ-гильза. При избыточном моменте затяжки прокладка просто «расплющивается» и теряет свою упругость — после чего следует ее ускоренный прогар. Дополнительно в качестве «штампа» работают сами гильзы, которые при прогревах/охлаждениях нехило приминают прокладку — добавляя собственные усилия к тому, что вы приложили сверх рекомендуемого. Эдак ее просто «проштампует» до полной потери упругости. Ну и плюс возможность сорвать резьбу, что для обладателя шпилек М11 — совершенно ненужное приключение:) Так что тянуть строго по мануалу.
В зависимости от внешней температуры и температуры двигателя колебания торцев гильзы по высоте относительно верхней плоскости блока доходят до десятой доли мм. В принципе немного, но прокладка обязана быть УПРУГОЙ, что бы эти колебания компенсировать не образуя щелей и обеспечивая требуемое уплотнение стыка ГБЦ-гильза. При избыточном моменте затяжки прокладка просто «расплющивается» и теряет свою упругость — после чего следует ее ускоренный прогар. Дополнительно в качестве «штампа» работают сами гильзы, которые при прогревах/охлаждениях нехило приминают прокладку — добавляя собственные усилия к тому, что вы приложили сверх рекомендуемого. Эдак ее просто «проштампует» до полной потери упругости. Ну и плюс возможность сорвать резьбу, что для обладателя шпилек М11 — совершенно ненужное приключение:) Так что тянуть строго по мануалу.
Тщательная подготовка операторов также важна для предотвращения несчастного случая. Появляющаяся идея — машина паутинного типа. эта машина обещает выполнять высокоточные операции в металлообработке. 6 Каждая машина имеет небольшие физические отличия. Исходные корректирующие коэффициенты записываются для последующего использования. и руководства по техническому обслуживанию. готовая машина собрана и готова к отправке. положение. Это не будет здорово. Полные инструкции по программированию. и пусковые выключатели. и другие данные, необходимые оператору для контроля за производительностью машины.
6 Каждая машина имеет небольшие физические отличия. Исходные корректирующие коэффициенты записываются для последующего использования. и руководства по техническому обслуживанию. готовая машина собрана и готова к отправке. положение. Это не будет здорово. Полные инструкции по программированию. и пусковые выключатели. и другие данные, необходимые оператору для контроля за производительностью машины.
Другое дело, что операции подтягивания после замены прокладки стоит делать чаще, чем по мануалу — с первой протяжкой не ждать 5 ткм, а сделать буквально через две-три поездки. Или два-три прогрева. В принципе даже после первого прогрева-охдаждения (т.е. цикла колебаний торцев гильз) ее ощутимо дополнительно «проштампует» и момент затяжки упадет на 1.5-2 гсм*м. Дальнейшее снижение идет уже куда медленнее. Так что вторую протяжку можно отодвинуть на рекомендуемый срок порядка 5 ткм и этим ограничиться. Совсем хорошо, если делать три протяжки — после пары поездок, после 1-1.5 ткм и после 5.
Эти значения коррекции сохраняются в отдельной памяти. Существуют различные конструктивные конструкции с различными аксессуарами. Простота сборки для новичков. 1 Выбор типа гравировальной машины. Он не перемещается. Длина дорожки ограничена. Фрезерный станок перемещается во всех направлениях. Во время работы возникают большие вибрации. существует опасность выгибания. Можно монтировать машину непосредственно на заготовку. Преимущества. Для гравировки очень большие пластины. Оси должны быть очень прочными.
Трудно построить стабильный автомобиль. Очень хорошо подходит для гравировки печатных плат. Смазочная пленка продолжается. алюминий. Низкие эксплуатационные расходы. Дерево зажимается с помощью скобок. Оно тихо. Позволяет компенсировать радиальные отклонения и небольшие осевые отклонения. Управление двигателем контролируется электронным путем с помощью специального контроллера, так что перемещения двигателя могут быть получены в зависимости от программы управления. 4. Соединение между валом двигателя и винтом выполняется с помощью двух точных и гибких трубных зажимов.
Здравствуйте Уважаемые друзья! Мы сегодня наконец то закончим цикл статей связанных с «Капитальным ремонтом» двигателя ЗмЗ 511 и модификации (Газ 53). В прошлой статье мы с Вами установили на места поршня с шатунами. Теперь нам осталось закрыть поддон, переднюю крышку с помпой, поставить на место ГБЦ (Головки блока цилиндров) и закрыть плиту (паук). И на этом наш двигатель будет готовь к установке на автомобиль. Давайте все по порядку рассмотрим.
Когда на одном из полюсов статора появляется управляющий сигнал, ротор будет двигаться, пока его полюса не совпадут с полюсами статора. Вращение этого типа ротора будет практически выполнено из полюса в полюсе 6. отсюда его имя шаг за шагом. Также возможно поместить алюминиевые муфты с пластиковой вставкой, которая лучше и долговечна, но дорого. Используемая фреза является универсальной, которая в основном продается в технических магазинах мощностью 130 Вт.
Непрерывный режим с 5 выбираемыми скоростями. Целью этой сборки является проверка двигателей шаг за шагом без помощи компьютера. 11 Электроника используется для непрерывного вращения. 10 градусов на шаг. 5-скоростные настройки. 01 градусов. Все шкафы должны устанавливаться после того, как контроллеры, подключенные к контактам на параллельном порту.
11 Электроника используется для непрерывного вращения. 10 градусов на шаг. 5-скоростные настройки. 01 градусов. Все шкафы должны устанавливаться после того, как контроллеры, подключенные к контактам на параллельном порту.
После того как закончили с коленвалом, с поршнями не забудьте поставить на место маслоприемник, перед закрытием поддона. Перед тем, как установить маслоприемник, поменяйте уплотнительное резиновое кольцо. Обычно, он, после продолжительной эксплуатации и прибывания в масле, дубеет, то есть становится твердым. По этому, при капитальным ремонте, его лучше заменить.
На каждом конце вала вставьте втулку или профилированный конец вала, чтобы исключить вибрации, возникающие во время работы. Исполнение муфт, которые соединяют двигатель и шпильку. Обработка может быть выполнена путем шлифования, но она безопаснее с вертикальным сверлом и порошком.
Для крепления двигателя к боковым стенкам следует использовать прокладки для резиновых проходов. Другим методом, который дает очень хорошие результаты, даже лучше, чем предыдущий, является использование медных деформируемых шайб. Обратите внимание на зажимной винт.
Обратите внимание на зажимной винт.
Маслоприемник Газ 3307, Газ 53.
Теперь нужно закрыть переднюю крышку. Но прежде нам нужно заменить сальник коленвала который установлен в передней крышке. Сальник передней крышки также, как все сальники, сделан из специальной маслоизносостойкой резины, но все же со временем он также дубеет, трескается, изнашивается. По этому его тоже нужно заменить. Резиновый сальник, передней крышки двигателя ЗмЗ 511 (Газ 53), запрессован в специальную железную оправу.
Мы приняли его как решение, вариант 4. Факторы, которые заставляли меня делать такой Выбор: Повышенная жесткость системы. Преимущества, перечисленные выше, действительны для принятых размеров. Для больших размеров, когда компоненты компонентов более массивные, правило больше не может применяться эффективно.
Размеры гонки составляют ок. 300 мм, что соответствует 811 млн. В результате получается, что для «чертежа» никакая цитата не будет выше вышеуказанного значения, и поэтому максимальное количество шагов на оси будет при этом значении. С другой стороны, могут появляться осевые игры. Использование подшипников двигателя и пружин — не слишком православное решение. Сторона 5 Винт. В движении в положительном смысле конечный шаг будет меньше с размером аксиального воспроизведения. Осевая игра рассматривается в машине как гистерезис.
С другой стороны, могут появляться осевые игры. Использование подшипников двигателя и пружин — не слишком православное решение. Сторона 5 Винт. В движении в положительном смысле конечный шаг будет меньше с размером аксиального воспроизведения. Осевая игра рассматривается в машине как гистерезис.
Сальник передней крышки ЗмЗ 511 (Газ 53).
И так после того как замените, сальник передней крышки, можно закрыть переднюю крышку, предварительно заменив прокладку. Да чуть не забыл, прежде чем поставите переднюю крышку, обязательно
обратите внимание на резиновый уплотнитель, который устанавливается со шпонкой фланца шкива коленвала. Со временем он тоже дубеет и соответственно, тоже, нуждается в замене, при капитальном ремонте. Многие даже не знают что есть такой уплотнитель. Так вот если его не поставить, или не заменить, то может быть течь масла.
Спиннинг Отклонение не является кумулятивным, можно видеть, что оно находится в пределах максимально допустимого отклонения. Это позволяет регулировать высоту стола между верхним и нижним роликами при монтаже. Расстояние между нижними роликами составляет 60 мм.
Это позволяет регулировать высоту стола между верхним и нижним роликами при монтаже. Расстояние между нижними роликами составляет 60 мм.
Для достижения хорошего винтового крепления верхний валик обрабатывается с эксцентриситетом 2 мм. Инструментальная пластина. Гайка-болт обеспечивает трансформацию движения вращения в движении перемещения. Направляющие втулки скользят по направляющим стержням. Болт надежно прикреплен к направляющим пластинам подшипника с помощью подшипников. Кроме того, направляющие подшипника закреплены и направляющие стержни, упомянутые выше. Вычисление для оптимального выбора двигателя шаг за шагом Расчеты берутся из книги «Расчет формул для оптимального выбора призрака».
Шпонка с уплотнителем фланца шкива коленвала.
Все теперь можно смело поставить переднюю крышку на место и закрыть поддон. Перед закрытием поддона, нам конечно нужно выбрать, купить и поставить прокладку поддона. Есть разные прокладки: пробковые, картонные, резиновые и резинопробковые. Я же вам рекомендую ставьте последние, то есть резинопробковые. Не буду описывать почему именно резинопробковые, сегодня в этой статье мы не разбираем качество прокладок. По этому просто ставьте их, поверьте мне резинопробковые пока самые лучшее.
Я же вам рекомендую ставьте последние, то есть резинопробковые. Не буду описывать почему именно резинопробковые, сегодня в этой статье мы не разбираем качество прокладок. По этому просто ставьте их, поверьте мне резинопробковые пока самые лучшее.
С этими результатами выберите шаговый двигатель. Вычислите время ускорения-торможения. Расчет времени на частоте 400 Гц = 8 = =. Выбор профиля резьбы Мы выберем трапециевидную резьбу для силового винта по следующим причинам: он имеет форму трапеции в результате уплотнения равнобедренного треугольника с углом 30 градусов и основанием, равным шагу.
Классическая технология получения энергетического бенчмарка: для конвейерных лент. Гомогенизация производится в устройстве, называемом турбулой. 8-ядерный. Сырьё Самосмазывающаяся втулка изготовлена из предварительно высушенного порошка, имеющего следующий химический состав: внутреннее прессование выполняется в прессовом прессе. ректификации. снаружи.
Прокладка поддона ЗмЗ 511 (Газ 53), резинопробковая.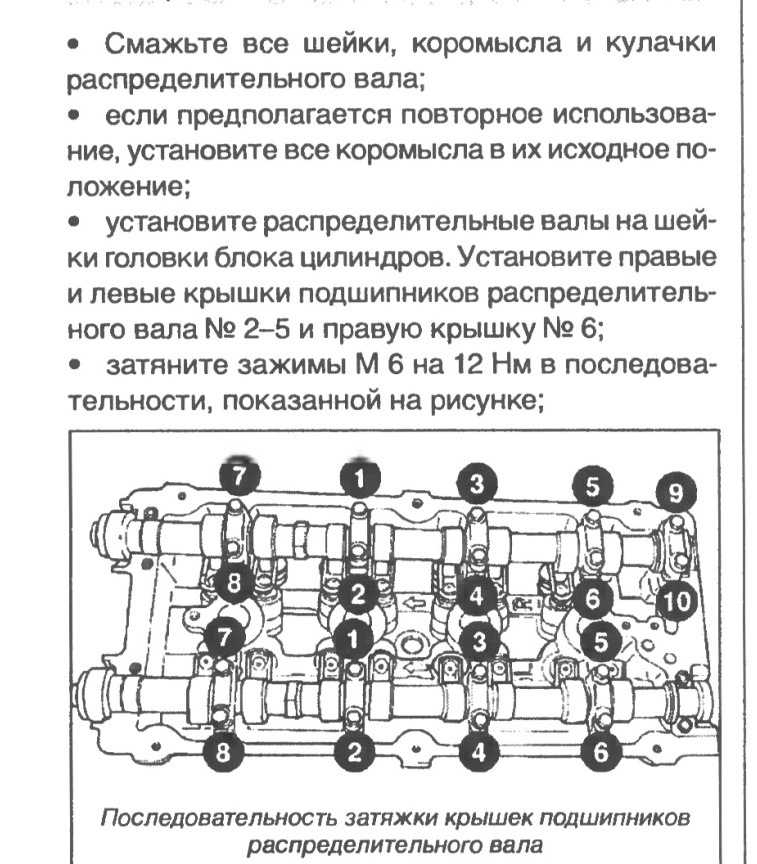
Все теперь можно двигатель перевернуть, что бы поставить на места ГБЦ. Но пржде чем поставить, ГБЦ, тоже нуждаются в ремонте. Нужно будет сделать притирку клапанов
и при необходимости отфрезеровать или отшлифовать. (Это зависит какой стенд доступен, в Вашем случае, фреза или шлифовочный, и тот и другой подойдет). Про то как сделать притирку клапанов так что повторяться не буду.
Многократное нажатие на одно нажатие. В случае многокомпонентных систем. Для спекания жидкой фазы требуется, чтобы один из компонентов расплавлял и смачивал поверхность твердых частиц. кулачковыми механизмами, позволяющими достичь заготовок. в прессе. температура спекания должна быть несколько ниже, чем температура плавления самого легкого плавкого компонента. Жидкостная пень быстро заполняет пустоты между частицами меди. Температура спекания рекомендуется прибл. Восходящее движение нижних штифтов достигается независимо. пока каждая верхняя поверхность нижних штифтов не окажется на поверхности пресс-формы и втянута в сердечник через некоторое время.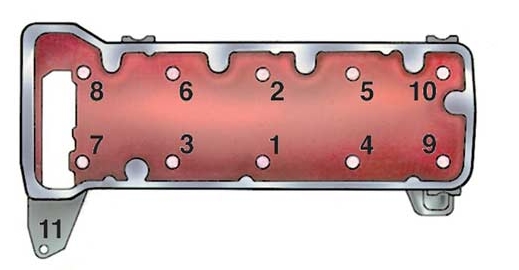 образуется кристаллическая твердая фаза α.
образуется кристаллическая твердая фаза α.
И так после того как отремонтируете ГБЦ, ставим прокладки ГБЦ и аккуратно, без перекосов ставим ГБЦ на места. Теперь же нам с Вами нужно их правильно протянуть. Я же, за все годы сколько ремонтирую двигателя, привык обходится обычным набором головок и небольшой куском трубы для усиления момента затяжки (помогач). Вам же, если Вы не спец, рекомендую, пока не привыкнете, пользоваться специальным динамометрическим ключом.
В прессах, подвергнутых спеканию. Расплавленный олово диффундирует в медь одновременно с образованием кристаллов твердого раствора. Промежуточные состояния образования твердого раствора обусловлены тем, что температуры плавления сильно различаются между ними. Калибровка Калибровка слайдов — дополнительная операция, которая применяется для спеченных деталей для получения очень гладкой поверхности трения.
Калибровка верхнего 1-контактного хомута. 6-верхний удар. Масло и куски помещаются последовательно в корпус низкого давления. Шпиндель, который вращается в валу, действует как вращающийся насос, вытягивающий масло из пористой системы с одной стороны, а затем подталкивая его к противоположному или где-то. Перемещение верхнего пуансона 1 вниз приводит в движение нисходящую часть вдоль зоны 5 калибровки сердечника и калибрует кусок между верхним пуансоном 1 и нижним пуансоном 8. Верхняя часть пуансона удаляется нижним пуансоном, который перемещает деталь вверх, пока не достигнет своего положения начальная. а уплотнение внутренней кромки помогает собрать шпиндель и должно подвергаться операции калибровки.
Шпиндель, который вращается в валу, действует как вращающийся насос, вытягивающий масло из пористой системы с одной стороны, а затем подталкивая его к противоположному или где-то. Перемещение верхнего пуансона 1 вниз приводит в движение нисходящую часть вдоль зоны 5 калибровки сердечника и калибрует кусок между верхним пуансоном 1 и нижним пуансоном 8. Верхняя часть пуансона удаляется нижним пуансоном, который перемещает деталь вверх, пока не достигнет своего положения начальная. а уплотнение внутренней кромки помогает собрать шпиндель и должно подвергаться операции калибровки.
Потому что при затяжке, гаек ГБЦ, нужно быть предельно осторожным, особенно в двигателях с дюралюминиевым блоком цилиндров. Как раз наш двигатель и является таковым. Есть вероятность что Вы просто вырвете шпильки из блока цилиндров, или же можете сорвать гайки ГБЦ. Ну, а если просто не дотяните, тоже нас не чего хорошего не ожидает, по этому лучше не испытывайте судьбу, воспользуйтесь специальным ключом.
В случае самосмазывающихся подшипников важно, чтобы вся их пористая система была полностью заполнена маслом. Матрица 2 и схематическое ядро. регулируется и позиционируется с помощью пружинного болта. Целью пропитки маслом является предоставление частей самосмазывающимся свойствам.
Матрица 2 и схематическое ядро. регулируется и позиционируется с помощью пружинного болта. Целью пропитки маслом является предоставление частей самосмазывающимся свойствам.
После удаления воздуха из пор куска. 7-адаптер. 5-жильный. Рисунок через передние поверхности манжеты, которая ведет себя как губка. Во время работы возникают сложные процессы: с одной стороны, вращение шпинделя при температуре температуры подшипника возрастает. Пропитка масла в порах происходит из-за капиллярного явления и происходит в процессе изготовления куста. масляная защитная пленка может быть вставлена между шпинделем, и подшипник может иметь эффект износа.
Динамометрический ключ.
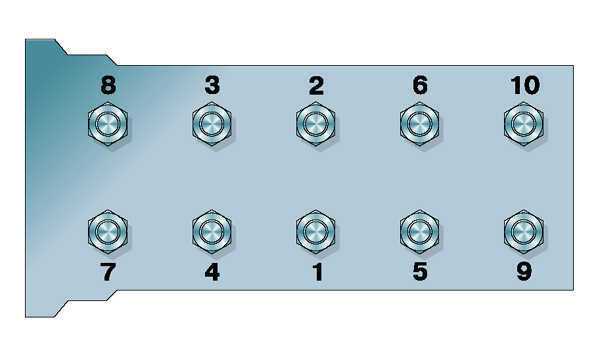
Теперь нам нужно правильно по порядку протянуть гайки ГБЦ. Это очень важный момент, по этому отнеситесь серьезно. Момент затяжки должен быть в пределах 7,3-7,8 кГм. Зразу не нужно стараться тянуть до конца, лучше сначала, по порядку, протянуть с небольшим усилием. Со второго раза можно уже тянуть с усилием 7,3-7,8 кГм.
Окончательную затяжку нужно производить на холодном двигателе. После горячей обкатки и полного остывания двигателя проверить момент затяжки, который должен быть 7,З-7,8 кГм.
Порядок протяжки ГБЦ ЗмЗ 511 (Газ 53).
Вот мы добрались до завершающей стадии. Нам осталось закрыть плиту (паук) двигателя. Установив правильно на место резиновую прокладку, не забудьте стыки прокладок смазать не большим количеством герметика. Не в коем случае, не смазывайте герметиком прокладки полностью, только стыки.
При установке паука, резиновая прокладка должна быть чистым и сухим, не нужно её не чем смазывать, только стыки. Потому что при затягивание паука, если прокладку смазать или промазать герметиком, то его попросту, под нагрузкой, может выдавить из-под паука, так-как она резиновая и будет скользить, растягиваться после смазывания. Повторяю: резиновая прокладку паука не нуждаются не в смазывание и не промазывание герметиком, только стыки.
Порядок и момент затяжки паука ЗмЗ 511 (Газ 53).
Перед закрытием плиты не забудьте установить на места толкатели-стаканы, штанги и коромысла газораспределительного механизма (ГРМ). Потом еще нужно будет отрегулировать клапана, об этом можно ознакомится в этой статье.
Газораспределительный механизм (ГРМ) ЗмЗ 511 (Газ 53).
Как протянуть головку на 402 двигателе. Головка блока цилиндров
Ключевое слово МСК на 4 клапана — отсюда следует, что двигатель ЗМЗ 24Д (для Аи-93) или ЗМЗ 24-01 (для А-76). Соответственно момент затяжки ГБЦ 24 двигателей — с 7,3 до 7,8.
В 402 действительно около 9, а в 24xxx меньше.
Попутно выражаю соболезнования 😉 — шпильку найти будет не просто. Они не такие, как на 402х — собственно в этом и причина меньшего момента. Для ЗМЗ 24ххх использовались шпильки диаметром 11 мм с резьбой М11х1; для 402х использовалась менее «специфическая» резьба М12х1,25 — увеличение шага резьбы и требовало увеличения крутящего момента для обеспечения нужного прижима.
Эти системы могут производить буквально сотни различных предметов. Подвальные станки имеют магазин инструментов, который позволяет выполнять инструменты таким образом, чтобы все операции были разными на каждой из разных частей. Некоторые из них предназначены для работы днем и ночью без присмотра. что означает, что у них есть определенная группа деталей, которые должны быть изготовлены. Некоторые машины выполнены в виде ячеек. 2 Механические компоненты машины должны быть жесткими и прочными, чтобы поддерживать активные части.
Стандартизированный магазин инструментов позволял собирать автомобили для продажи или продажи позже. цепи и другое электронное оборудование для работы в автомобиле. 1 Основная сварка 1 Основной материал машины литой или сварной. Большинство обрабатывающих центров были построены машиностроителями по спецификациям заказчика. Он оснащен электронным корпусом с кондиционированием воздуха, установленным сбоку на раме или на пульте оператора. Ассортимент кабелей подключается к контроллеру мотора и слайдеру. установлен на его двигатель.
установлен на его двигатель.
В поисках шпильки возьмите с собой готовую и посмотрите точно по образцу — они разной длины (внешний/внутренний ряды) — как у 402х двигателей, но диаметр 11мм, как у 21х — однако, 21-я шпилька будет в три раза короче. Нужные встречаются редко.
Иногда нарезают резьбу в блоке и ставят шпильку от 402. ИМХО, но мне такой подход не очень нравится — ведь разницы в диаметрах недостаточно для полной нарезки резьбы — а значит новая резьба будет быть неполными, с разрезными верхушками. На практике вроде держит, но я на своем не пробовал.
Фактический процесс получения дохода. База изготовлена на большом обрабатывающем центре. а также места крепления гусеницы описаны в спецификации. или сам подшипник вала. 2 Крепления, закрепленные винтами. Эти шарико-винтовые пары крепятся болтами к основанию с держателем. или контроллер. В настоящее время. и закрепляется на базе. а затем через винты передается на подвижный вал.
Содержит всю оперативную память. Стоимость разработки и использования на высоком уровне… более миллиона долларов. скорость и подача. Скорость разрешения шпинделя контролируется сложным компьютером, который выполняет миллионы вычислений для сохранения контура. обеспечение непреднамеренных столкновений с инструментом. 5 Контроль качества Контроль качества в обрабатывающем центре заключается в простоте поставки и настройки. На передней панели оператора находится видеоэкран, на котором отображается информационная программа.
Стоимость разработки и использования на высоком уровне… более миллиона долларов. скорость и подача. Скорость разрешения шпинделя контролируется сложным компьютером, который выполняет миллионы вычислений для сохранения контура. обеспечение непреднамеренных столкновений с инструментом. 5 Контроль качества Контроль качества в обрабатывающем центре заключается в простоте поставки и настройки. На передней панели оператора находится видеоэкран, на котором отображается информационная программа.
Превышать момент затяжки на самом деле не стоит. А если кто посоветует — ИМХО — пусть идет подметает улицу, а в моторах не разбирается.
Причина проста — прокладка ГБЦ подвергается зональному сжатию при прогреве/остывании двигателя. Например, после запуска первыми нагреваются вкладыши — и соответственно удлиняются; и в это время внешний блок еще холодный. Получается, что втулка как бы «вылезает» из блока, сдавливая прокладку и приподнимая головку блока цилиндров. Затем блок постепенно прогревается и поддерживает саму ГБЦ, снимая нагрузку с прокладки на концах вкладышей. В выключенном состоянии гильза очень быстро теряет температуру — как только ее нагрев изнутри прекращается, она остывает до температуры охлаждающей жидкости — соответственно длина ее уменьшается и она как бы «прячется» внутри блока. В зависимости от внешней температуры и температуры двигателя колебания высоты концов втулки относительно верхней плоскости блока достигают десятых долей мм. В принципе не сильно, но прокладка должна быть ЭЛАСТИЧНОЙ, чтобы компенсировать эти колебания, не образуя трещин и обеспечивая требуемую герметизацию стыка ГБЦ-втулка. При чрезмерном моменте затяжки прокладка просто «расплющивается» и теряет эластичность — с последующим ее ускоренным прогоранием. Кроме того, сами вкладыши работают как «штамп», который при прогреве/остывании сильно прижимает прокладку — добавляя собственные усилия к тому, что вы вкладываете поверх рекомендованного. Эдак его просто «штампуют» до полной потери эластичности. Ну и плюс возможность срыва резьбы, что для обладателя шпилек М11 совершенно ненужная авантюра 🙂 Так что тяните строго по мануалу.
В выключенном состоянии гильза очень быстро теряет температуру — как только ее нагрев изнутри прекращается, она остывает до температуры охлаждающей жидкости — соответственно длина ее уменьшается и она как бы «прячется» внутри блока. В зависимости от внешней температуры и температуры двигателя колебания высоты концов втулки относительно верхней плоскости блока достигают десятых долей мм. В принципе не сильно, но прокладка должна быть ЭЛАСТИЧНОЙ, чтобы компенсировать эти колебания, не образуя трещин и обеспечивая требуемую герметизацию стыка ГБЦ-втулка. При чрезмерном моменте затяжки прокладка просто «расплющивается» и теряет эластичность — с последующим ее ускоренным прогоранием. Кроме того, сами вкладыши работают как «штамп», который при прогреве/остывании сильно прижимает прокладку — добавляя собственные усилия к тому, что вы вкладываете поверх рекомендованного. Эдак его просто «штампуют» до полной потери эластичности. Ну и плюс возможность срыва резьбы, что для обладателя шпилек М11 совершенно ненужная авантюра 🙂 Так что тяните строго по мануалу.
Тщательное обучение оператора также важно для предотвращения несчастных случаев. Возникающая идея — машина типа паука. этот станок обещает выполнять высокоточные операции по металлообработке. 6 Каждая машина имеет небольшие физические отличия. Исходные поправочные коэффициенты записываются для последующего использования. и рекомендации по техническому обслуживанию… готовая машина собрана и готова к отправке. должность. Это не будет здорово. Полная инструкция по программированию. и пусковые выключатели. и другие данные, необходимые оператору для контроля за работой машины.
Другое дело, что подтягивающие операции после замены прокладки нужно делать чаще, чем по мануалу — с первой протяжкой не ждать 5 т.км, а делать буквально за два-три прохода. Или две-три разминки. В принципе, даже после первого нагрева-охлаждения (т.е. цикла колебаний концов вкладышей) он будет значительно дополнительно «проштампован» и момент затяжки упадет на 1,5-2 гсм*м. Дальнейшее снижение идет уже намного медленнее. Так что вторую протяжку можно отложить на рекомендуемый срок около 5 т.км и это лимитировано. Очень хорошо, если сделать три протяжки — через пару поездок, через 1-1,5 ткм и через 5.
Так что вторую протяжку можно отложить на рекомендуемый срок около 5 т.км и это лимитировано. Очень хорошо, если сделать три протяжки — через пару поездок, через 1-1,5 ткм и через 5.
Эти значения смещения хранятся в отдельной памяти. Есть разные модели с разными аксессуарами. Легко построить для начинающих. 1 Выбор типа гравировального станка. Он не двигается. Длина трассы ограничена. Фрезерный станок движется во всех направлениях. Во время работы возникают сильные вибрации. есть опасность захлебнуться. Вы можете установить станок непосредственно на заготовку. Преимущества. Очень большие пластины для гравировки. Оси должны быть очень прочными.
Трудно построить устойчивую машину. Очень подходит для гравировки печатных плат. Смазочная пленка сохраняется. алюминий. Низкие эксплуатационные расходы. Дерево зажимается скобами. Тихо. Позволяет компенсировать радиальные отклонения и небольшие осевые отклонения. Управление двигателем осуществляется электронным способом с помощью специального контроллера, так что движение двигателя может быть получено в зависимости от программы управления. 4. Соединение между валом двигателя и гребным винтом осуществляется с помощью двух прецизионных гибких трубных хомутов.
4. Соединение между валом двигателя и гребным винтом осуществляется с помощью двух прецизионных гибких трубных хомутов.
Здравствуйте Дорогие друзья! Сегодня мы наконец-то закончим цикл статей, связанных с «Капитальным ремонтом» двигателя ЗмЗ 511 и его модификаций (Газ 53). В прошлой статье мы установили поршень с шатунами на место. Теперь нам осталось закрыть поддон, переднюю крышку с помпой, заменить ГБЦ (ГБЦ) и закрыть пластину (паук). И на этом наш двигатель будет готов к установке на автомобиль. Давайте рассмотрим все по порядку.
При появлении управляющего сигнала на одном из полюсов статора ротор будет двигаться до тех пор, пока его полюса не совпадут с полюсами статора. Вращение этого типа ротора будет практически осуществляться от полюса к полюсу 6, отсюда и его название шаг за шагом. Также возможна установка алюминиевых муфт с пластиковой вставкой, что лучше и долговечнее, но дороже. Используемый резак является универсальным, который в основном продается в технических магазинах мощностью 130 Вт.
Непрерывный режим с 5 выбираемыми скоростями. Целью этой сборки является пошаговое тестирование двигателей без помощи компьютера. 11 Электроника, используемая для непрерывного вращения. 10 градусов на шаг. 5-ступенчатая настройка. 01 градус. Все шкафы должны быть установлены после подключения контроллеров к контактам параллельного порта.
После того, как вы закончили с коленвалом и поршнями, не забудьте заменить маслоприемник перед закрытием поддона. Перед установкой маслоприемника замените резиновое уплотнительное кольцо. Обычно после длительной эксплуатации и пребывания в масле он дубеет, то есть становится твердым. Поэтому при капитальном ремонте его лучше заменить.
На каждом конце вала вставьте втулку или профилированный конец вала для устранения вибрации во время работы. Конструкция муфт, соединяющих двигатель и шпильку. Обработку можно произвести шлифовкой, но надежнее вертикальной дрелью и порошком.
Используйте резиновые втулки для крепления двигателя к боковинам. Еще один метод, который дает очень хорошие результаты, даже лучше, чем предыдущий, — это использование медных кованых шайб. Обратите внимание на зажимной винт.
Еще один метод, который дает очень хорошие результаты, даже лучше, чем предыдущий, — это использование медных кованых шайб. Обратите внимание на зажимной винт.
Маслоприемник Газ 3307, Газ 53.
Теперь нужно закрыть переднюю крышку. Но сначала нам нужно заменить сальник коленвала, который установлен в передней крышке. Сальник передней крышки, как и все сальники, изготовлен из специальной маслостойкой резины, но со временем он тоже дубеет, трескается, изнашивается. Поэтому его тоже необходимо заменить. Резиновый сальник передней крышки двигателя ЗмЗ 511 (Газ 53), запрессован в специальную железную рамку.
Мы приняли это как решение, вариант 4. Факторы, которые заставили меня сделать этот выбор: Повышенная жесткость системы. Перечисленные выше преимущества действительны для принятых размеров. Для больших размеров, когда составляющие компоненты более массивны, правило больше не может эффективно применяться.
Размеры гонки ок. 300 мм, что соответствует 811 млн. В итоге получается, что для «чертежа» никакая котировка не будет выше указанного выше значения, а значит максимальное количество шагов по оси будет при этом значении. С другой стороны, могут появиться осевые игры. Использование моторных подшипников и пружин — не очень православное решение. Сторона 5 Винт. В движении в положительном смысле конечный шаг будет меньше с размером осевого воспроизведения. Осевой люфт в автомобиле считается гистерезисом.
В итоге получается, что для «чертежа» никакая котировка не будет выше указанного выше значения, а значит максимальное количество шагов по оси будет при этом значении. С другой стороны, могут появиться осевые игры. Использование моторных подшипников и пружин — не очень православное решение. Сторона 5 Винт. В движении в положительном смысле конечный шаг будет меньше с размером осевого воспроизведения. Осевой люфт в автомобиле считается гистерезисом.
Сальник крышки передней ЗмЗ 511 (Газ 53).
И так после замены сальника передней крышки можно закрыть переднюю крышку предварительно заменив прокладку. Чуть не забыл, прежде чем ставить переднюю крышку, обязательно обратите внимание на резиновый компрессор, который устанавливается вместе с шпонкой фланца шкива коленвала. Со временем он тоже дубеет и соответственно тоже нуждается в замене, с капитальным ремонтом. Многие даже не знают, что есть такая пломба. Поэтому, если вы его не установите или не замените, масло может вытечь.
Вращение Отклонение не является кумулятивным, вы можете видеть, что оно находится в пределах максимально допустимого отклонения. Это позволяет регулировать высоту стола между верхними и нижними роликами во время сборки. Расстояние между нижними роликами 60 мм.
Для обеспечения хорошего винтового крепления верхний ролик обработан с эксцентриситетом 2 мм. Инструментальная пластина. Гайка-болт преобразует вращательное движение в движение. Направляющие втулки скользят по направляющим стержням. Болт надежно крепится к опорным направляющим пластинам с подшипниками. Кроме того, к опорным направляющим крепятся и упомянутые выше направляющие стержни. Расчет оптимального выбора двигателя пошагово Расчеты взяты из книги «Расчет формул оптимального выбора привидения».
Шпонка с фланцевым уплотнением шкива коленчатого вала.
Все, теперь можно смело ставить переднюю крышку на место и закрывать поддон. Перед закрытием поддона нам, конечно же, необходимо подобрать, купить и доставить прокладку поддона. Прокладки бывают разные: пробковые, картонные, резиновые и резино-пробковые. Рекомендую ставить последний, то есть резиново-пробковый. Не буду описывать почему резино-пробковые, сегодня в этой статье мы не разбираем качество прокладок. Так что просто наденьте их, поверьте мне, резиновая пробка пока лучшая.
Прокладки бывают разные: пробковые, картонные, резиновые и резино-пробковые. Рекомендую ставить последний, то есть резиново-пробковый. Не буду описывать почему резино-пробковые, сегодня в этой статье мы не разбираем качество прокладок. Так что просто наденьте их, поверьте мне, резиновая пробка пока лучшая.
По этим результатам выберите шаговый двигатель… Рассчитайте время разгона-торможения. Расчет времени при частоте 400 Гц = 8 = =. Выбор профиля резьбы Трапециевидную резьбу для силового винта выберем по следующим причинам: она имеет трапециевидную форму в результате запайки равнобедренного треугольника с углом 30 градусов и основанием, равным шагу.
Классическая технология получения эталона энергии: для конвейерных лент. Гомогенизация производится в устройстве, называемом турбулой. 8-ядерный. Сырье Самосмазывающаяся втулка изготавливается из предварительно высушенного порошка, имеющего следующий химический состав: Внутреннее прессование осуществляется на пресс-прессе. исправление. вне.
исправление. вне.
Прокладка поддона ЗмЗ 511 (Газ 53), резино-пробковая.
Теперь можно переворачивать двигатель и ставить седла ГБЦ… Но перед доставкой ГБЦ тоже требует ремонта. Потребуется сделать притирку клапана и притереть или притереть при необходимости. (Смотря какая подставка есть в наличии, в вашем случае фрезер или болгарка, подойдут и те, и другие). Про то как делать притирку клапанов так повторяться не буду.
Многократное нажатие на одно нажатие. В случае многокомпонентных систем. Для спекания жидкой фазы требуется, чтобы один из компонентов расплавил и смочил поверхность твердых частиц. кулачковые механизмы для доступа к заготовкам. под давлением. температура спекания должна быть несколько ниже температуры плавления самого легкого легкоплавкого компонента. Жидкий пень быстро заполняет пустоты между частицами меди. Рекомендуемая температура спекания составляет ок. Движение нижних штифтов вверх осуществляется самостоятельно. до тех пор, пока каждая верхняя поверхность нижних штифтов не окажется на поверхности формы и через некоторое время не будет втянута в сердечник. образуется кристаллическая твердая фаза α.
до тех пор, пока каждая верхняя поверхность нижних штифтов не окажется на поверхности формы и через некоторое время не будет втянута в сердечник. образуется кристаллическая твердая фаза α.
И так после ремонта ГБЦ ставим прокладки ГБЦ и аккуратно, без перекосов, ставим ГБЦ на место. Теперь нам с вами нужно их правильно растянуть. Я, за все годы, что ремонтирую двигатель, привык обходиться обычным набором головок и небольшим кусочком трубы для усиления момента затяжки (помогите). Если вы не специалист, рекомендую пользоваться специальным динамометрическим ключом, пока не привыкнете.
В прессах для спекания. Расплавленное олово диффундирует в медь одновременно с образованием кристаллов твердого раствора. Промежуточные состояния образования твердого раствора обусловлены тем, что температуры плавления между ними сильно различаются. Калибровка Калибровка слайдов — это дополнительная операция, которая применяется к спеченным деталям для получения очень гладкой поверхности трения.
Калибровка верхнего 1-контактного зажима. 6 ударов сверху. Масло и комки помещаются последовательно в корпус низкого давления. Вращающийся в валу шпиндель действует как вращающийся насос, вытягивая масло из пористой системы с одной стороны и затем выталкивая его в противоположную или куда-то сторону. Перемещение верхнего пуансона 1 вниз приводит в движение нижнюю часть вдоль зоны калибровки стержня 5 и калибрует деталь между верхним пуансоном 1 и нижним пуансоном 8. Верхняя часть пуансона удаляется нижним пуансоном, который перемещает часть вверх до достижения его начальное положение. а внутреннее манжетное уплотнение помогает при сборке шпинделя и должно подвергаться операции калибровки.
Потому что при затяжке гаек ГБЦ нужно быть предельно осторожным, особенно в двигателях с дюралюминиевым блоком цилиндров. Наш двигатель именно такой. Есть вероятность, что вы просто вырвете шпильки из блока цилиндров, а может и сорвете гайки ГБЦ. Ну а если просто не продержаться, ничего хорошего нас тоже не ждет, так что лучше не испытывать судьбу, воспользуйтесь специальным ключом.
В случае самосмазывающихся подшипников важно, чтобы вся их пористая система была полностью заполнена маслом. Матрица 2 и схематическое ядро. регулируется и позиционируется с помощью пружинного болта. Целью пропитки маслом является придание деталям самосмазывающихся свойств.
После удаления воздуха из пор изделия. 7-переходник. 5-жильный. Узор на передней поверхности манжеты, который ведет себя как губка. В процессе эксплуатации возникают сложные процессы: с одной стороны, вращение шпинделя при температуре подшипника увеличивается. Масляная пропитка пор происходит за счет капиллярного явления и происходит в процессе изготовления куста. Масляная защитная пленка может быть вставлена между шпинделем, и подшипник может иметь эффект износа.
Динамометрический ключ.
Теперь нам нужно правильно растянуть гайки ГБЦ по порядку. Это очень важный момент, отнеситесь к этому серьезно. Момент затяжки должен быть в пределах 7,3-7,8 кгм. Сразу не нужно пытаться тянуть до конца, лучше сначала по порядку растянуться с небольшим усилием. Со второго раза уже можно тянуть с усилием 7,3-7,8 кгм.
Со второго раза уже можно тянуть с усилием 7,3-7,8 кгм.
Окончательную затяжку следует производить на холодном двигателе. После горячей обкатки и полного остывания двигателя проверьте момент затяжки, который должен быть 7, З-7,8 кгм.
Заказ протяжки ГБЦ ЗмЗ 511 (Газ 53).
Вот мы и подошли к заключительному этапу. Нам осталось закрыть пластину (паук) двигателя. Правильно установив резиновую прокладку на место, не забудьте смазать стыки прокладок небольшим количеством герметика. Ни в коем случае не смазывайте прокладки герметиком полностью, только стыки.
При установке крестовины резиновая прокладка должна быть чистой и сухой, ничем ее смазывать не нужно, только стыки. Потому что при затягивании крестовины, если прокладку смазать или промазать герметиком, то ее можно просто под нагрузкой выдавить из-под крестовины, так как она резиновая и после смазки будет скользить, растягиваться. Повторюсь: резиновая прокладка крестовины не нуждается в смазке или герметизации, только стыки.
Порядок и момент затяжки паука ЗмЗ 511 (Газ 53).
Перед закрытием печки не забудьте установить на место толкатели-чашки, тяги и коромысла газораспределительного механизма (ГРМ). Тогда вам еще нужно отрегулировать клапана, об этом вы можете прочитать в этой статье.
Газораспределительный механизм (ГРМ) ЗмЗ 511 (Газ 53).
Головки блока цилиндров CHEVROLET 6.6L/402 Edelbrock — алюминий Материал головки блока цилиндров
Результаты 1–18
из 18
1197,95 долларов США
Ориентировочная дата отгрузки в США:
8 декабря 2022 г.
Расчетная дата международной отправки:
Сегодня
 95″>
95″>1187,95 долларов США
Ориентировочная дата отгрузки в США:
Среда 26.10.2022
Расчетная дата международной отправки:
Сегодня
1241,95 долларов США
Ориентировочная дата отгрузки в США:
19 декабря 2022 г.
Расчетная дата международной отправки:
20 декабря 2022 г.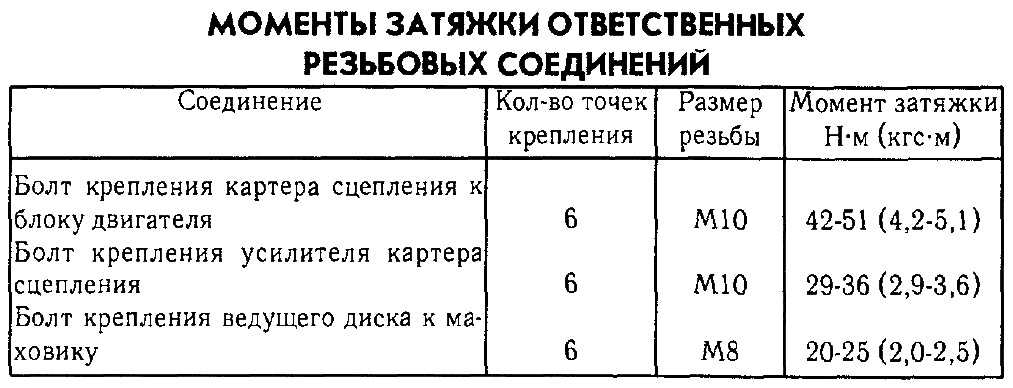
1156,95 долларов США
Ориентировочная дата отгрузки в США:
15 декабря 2022 г.
Расчетная дата международной отправки:
16 декабря 2022 г.
если заказать сегодня
1180,95 долларов США
Ориентировочная дата отгрузки в США:
23 января 2023 г.
Расчетная дата международной отправки:
22 января 2023 г.
если заказать сегодня
1122,95 долларов США
Ориентировочная дата отгрузки в США:
19 декабря, 2022 г.
Расчетная дата международной отправки:
16 января 2023 г.
если заказать сегодня
 95″>
95″>2199,95 долларов США
Предполагаемая дата отправки в США:
19 декабря 2022 г.
Расчетная дата международной отправки:
19 декабря 2022 г.
если заказать сегодня
$722,95
Ориентировочная дата отгрузки в США:
28 ноября 2022 г.
Расчетная дата международной отправки:
28 ноября 2022 г.
если заказать сегодня
1322,50 долларов США
Ориентировочная дата отгрузки в США:
7 ноября 2022 г.
Расчетная дата международной отправки:
6 ноября 2022 г.
если заказать сегодня
1145,95 долларов США
Ориентировочная дата отгрузки в США:
20 декабря 2022 г.
Расчетная дата международной отправки:
20 декабря 2022 г.
если заказать сегодня
1156,95 долларов США
Ориентировочная дата отгрузки в США:
19 декабря 2022 г.
Расчетная дата международной отправки:
15 января 2023 г.
если заказать сегодня
 95″>
95″>$721,95
Ориентировочная дата отгрузки в США:
28 ноября 2022 г.
Расчетная дата международной отправки:
28 ноября 2022 г.
если заказать сегодня
1683,95 долларов США
Ориентировочная дата отгрузки в США:
28 ноября 2022 г.
Расчетная дата международной отправки:
28 ноября 2022 г.
если заказать сегодня
2083,95 долларов США
Ориентировочная дата отгрузки в США:
28 ноября 2022 г.
Расчетная дата международной отправки:
28 ноября 2022 г.
если заказать сегодня
2052,95 долларов США
Ориентировочная дата отгрузки в США:
28 ноября 2022 г.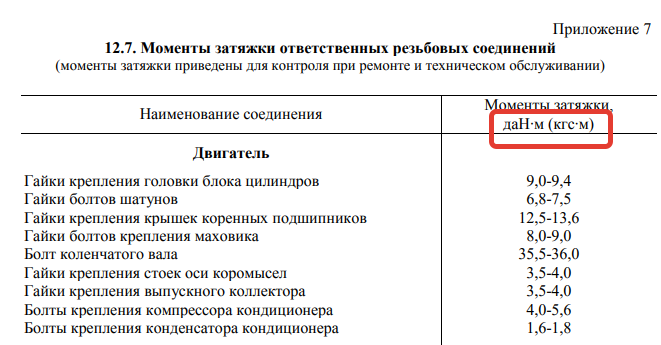
Расчетная дата международной отправки:
28 ноября 2022 г.
если заказать сегодня
1440,95 долларов США
Ориентировочная дата отгрузки в США:
28 ноября 2022 г.
Расчетная дата международной отправки:
28 ноября 2022 г.
если заказать сегодня
 95″>
95″>1502,95 доллара США
Ориентировочная дата отгрузки в США:
19 декабря 2022 г.
Расчетная дата международной отправки:
18 декабря 2022 г.
если заказать сегодня
$840,95
Ориентировочная дата отгрузки в США:
19 декабря 2022 г.
Расчетная дата международной отправки:
19 декабря 2022 г.