Блок цилиндров отливается из алюминиевого сплава и составляет одно целое с верхней частью картера. Блок имеет открытую вверх полость водяной рубашки, в которую вставляются чугунные гильзы с опорой в дно этой полости.
По контуру верхней плоскости блока расположены десять бобышек для крепления головки цилиндров. Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала. Крышки коренных подшипников изготовлены из ковкого чугуна; каждая крышка крепится к блоку двумя шпильками диаметром 12 мм. В первой крышке торцы обработаны совместно с блоком для установки шайб упорного подшипника. Крышки подшипников растачиваются в сборе с блоком, и поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме первой и пятой, выбиты их порядковые номера. Гайки шпилек крепления крышек затягиваются динамометрическим ключом с моментом 100—110 Н·м (10— 11 кгс·м) и стопорятся герметиком «Унигерм-9». К переднему торцу блока на паронитовой прокладке крепится отлитая из алюминиевого сплава крышка распределительных шестерен с резиновой манжетой для уплотнения носка коленчатого вала.
К заднему торцу блока шестью болтами и двумя установочными штифтами крепится отлитый из алюминиевого сплава картер сцепления, точная установка которого необходима для правильной работы коробки передач. Задний торец картера сцепления и отверстие в нем для установки коробки передач с целью обеспечения соосности первичного вала коробки передач с коленчатым валом обрабатываются в сборе с блоком, поэтому указанные детали не взаимозаменяемы.
Цилиндры двигателя выполнены в виде легкосъемных мокрых гильз, отлитых из специального износостойкого чугуна. Гильза цилиндров вставляется в гнездо блока нижней частью. В плоскости нижнего стыка гильза уплотнена прокладкой из мягкой меди толщиной 0,3 мм, а по верхнему торцу — прокладкой головки цилиндров. Для надлежащего уплотнения верхний торец гильзы выступает над плоскостью блока на 0,02—0,1 мм. При этом медная прокладка должна быть обжата. Для надежного уплотнения необходимо, чтобы разница выступания гильз над плоскостью блока на одном двигателе была в пределах 0,02—0,055 мм. Это достигается (на заводе) сортировкой гильз цилиндров по высоте (от нижнего стыка до верхнего торца) и блоков по глубине проточки под гильзу (от его верхнего торца) на две группы. При смене гильз цилиндров равномерность выступания можно обеспечить подбором медных прокладок соответствующей толщины.
Головка цилиндров — общая для всех цилиндров, отлита из алюминиевого сплава и подвергнута термообработке (закалке и старению). Впускные и выпускные каналы выполнены раздельно для каждого цилиндра и расположены с правой стороны головки. Гнезда для клапанов расположены в ряд по продольной оси двигателя. Седла всех клапанов — вставные, изготовлены из жаропрочного чугуна высокой твердости. Благодаря большому натягу при посадке седла в гнездо головки (на заводе перед сборкой головка нагревается до температуры 160—175° С, а седла охлаждаются примерно до минус 40— 45° С, при этом седло свободно вставляется в гнездо головки), а также достаточно большому коэффициенту линейного расширения материала седла обеспечивается надежная и прочная посадка седла в гнезде. Дополнительно металл головки вокруг седел обжимается с помощью оправки.
Втулки клапанов так же, как и седла, собираются с головкой предварительно нагретой (втулки — охлажденные). Фаски в седлах и отверстия во втулках обрабатываются в сборе с головкой.
Головка цилиндров крепится к блоку десятью стальными шпильками диаметром 12 мм. Под гайки шпилек поставлены плоские стальные термоупрочненные шайбы. Между головкой и блоком устанавливается прокладка из асбестового полотна, армированного металлическим каркасом и покрытого графитом. Окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью. Толщина прокладки в сжатом состоянии — 1,5 мм.
Правильное положение головки на блоке обеспечивается двумя установочными штифтами-втулками, запрессованными в блок цилиндров (в бобышки шпилек крепления головки). Момент силы затяжки гаек крепления готовки должен быть 83—90 Н·м (8,3—9,0 кгс·м).
Головки цилиндров двигателей 4025 и 4026 различаются по объему камep сгорания. Увеличение степени сжатия двигателя 4026 получено за счет дополнительной фрезеровки нижней плоскости головки на 3,6 мм (высота головки двигателя 4026 составляет 94,4 мм, высота головки двигателя 4025 — 98 мм).
Объем камеры сгорания при поставленных на место клапанах и ввернутой свече составляет 74—77 см3 для двигателя 4026 и 94—98 см3 для двигателя 4025. Разница между объемами камер сгорания одной головки не должна превышать 2 см3.
automn.ru

Категория:
Трактор Т-150
Корпусные детали двигателя СМД-62Остов двигателя образуют неподвижные корпусные детали, которые служат основанием для крепления и монтажа всех механизмов и систем двигателя. К корпусным деталям остова двигателя относятся блок-картер, картер маховика, передняя крышка, головки цилиндров, нижняя крышка картера. Компоновка и взаимное расположение корпусных деталей и механизмов определяются числом цилиндров и схемой их расположения.
Шесть цилиндров двигателя расположены в два ряда под углом 90°. Исходя из принятой схемы расположения цилиндров конструкция корпусных деталей выполнена с учетом использования преимуществ V-об-разной схемы расположения цилиндров для обеспечения высокой жесткости и прочности, а также получения компактной моторной установки, как силового агрегата трактора.
Блок-картер — основная корпусная деталь, представляет собой чугунную отливку, объединяющую правый и левый блоки цилиндров и верхнюю часть картера коленчатого вала. Передняя и задняя торцевые стенки вместе с двумя поперечными перегородками между смежными цилиндрами соединяют два ряда цилиндров и обеспечивают жесткость всей детали. В верхней и нижней плите каждого блока выполнены цилиндрические расточки для установки гильз цилиндров. Левый ряд цилиндров смещен относительно правого ряда вперед на 36 мм, для установки по два шатуна противолежащих цилиндров на одну шатунную шейку коленчатого вала.
Поперечные вертикальные перегородки разделяют блок-картер на три отсека. В нижней части этих перегородок и передней и задней торцевой стенки устроены приливы, предназначенные для подвески коленчатого вала. Вместе с крышками они образуют постели для коренных подшипников коленчатого вала.
Каждая крышка коренного подшипника крепится двумя шпильками и дополнительно двумя стяжными болтами, обеспечивающими жесткость нижней части картера.
Расточка постелей под коренные подшипники произведена в сборе с крышками. Крышки заходят в пазы каждой постели. Для обеспечения правильной установки размеры от оси расточки до боковых торцов крышки имеют разницу в 2 мм, что исключает поворот крышки. Для каждой постели предусмотрена своя крышка с маркировкой порядковой цифрой, начиная с переднего торца. Гайки и шайбы крепления крышек также имеют маркировку: по одну сторону цифрами; по другую сторону цифрами.
С наружной стороны вдоль каждого блока цилиндров в отливке располагаются распределительные каналы для подвода охлаждающей воды к цилиндрам. Водяная рубашка каждого блока цилиндров сообщается с водяной рубашкой головки цилиндров через девять обработанных отверстий в верхней плите. В каждом распределительном канале имеется два боковых отверстия с фланцами для установки сливных краников и подсоединения трубок системы предпускового подогрева.
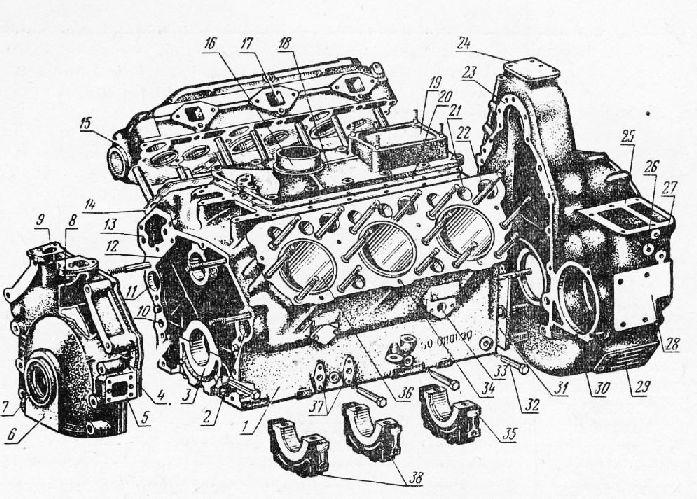
Рис. 1. Блок-картер с передней крышкой и картером маховика: 1 — блок-картер; 2, 11 — водораспределительные каналы; 3— крышка переднего коренного подшипника; 4 — прокладка; 5—площадка крепления кронштейна генератора; 6— крышка передняя; 7 — сальник самоподжимной; 8 — водораспределительный канал; 9 — фланец крепления водяного насоса; 10— главный маслоканал; 12—передняя опора распредвала; 13 — фланец крепления центрифуги; 14 — прокладка головки цилиндров; 15 — головка цилиндров; 16 — патрубок иодачи воздуха; П — канал выпуска; 18—крышка ресивера; 19 — фланец установки турбокомпрессора; 20 — прокладка крышки ресивера; 21 — отверстие под штангу; 22 — канал впуска; 23 — картер маховика: 24 — фланец крепления кронштейна выхлопной трубы; 25 — место установки пускового двигателя: 26 — отверстие под стопорный винт стакана блока шестерен; 27—контрольное отверстие уровня смазки в полости блока шестерен; 28—площадка крепления боковой опоры; 29 — вентиляционное окно; 30 — фланец крепления редуктора; 31 — щит; 32 — болт стяжной; 33 — фланец крепления сливного краника; 34 — канал системы охлаждения для подачи воды в головку цилиндров; 35 — крышка заднего коренного подшипника; 36 — гильза цилиндра; 37 — фланцы крепления маслопроводов к насосу предпусковой прокачки масла и к радиатору; 38 — крышки второго и третьего коренных подшипников.
В развале между правым и левым блоками цилиндров расположена полость ресивера с каналами для подвода воздуха в цилиндры. Полость ресивера закрыта крышкой, отлитой из алюминиевого сплава. Расположенный на крышке фланец предназначен для установки турбокомпрессора, а патрубок — для подсоединения шланга от компрессора.
Крышка через прокладку крепится к блоку шестнадцатью болтами, обеспечивая герметичность полости ресивера.
В центральной части блок-картера в поперечных стенках предусмотрены приливы, в которых расточены четыре опоры под опорные шейки распределительного вала. Задняя опора имеет бронзовую втулку с упорным буртом. Диаметр опор от передней до задней увеличивается для обеспечения удобства монтажа вала, который устанавливается со стороны заднего торца блок-картера.
В каждом блоке цилиндров расточены по шесть обработанных отверстий под толкатели и штанги.
С правой стороны вдоль блок-картера располагается главный распределительный канал системы смазки. С переднего и заднего торцов он закрыт резьбовыми пробками. От распределительного канала отхо-.дят каналы для подачи масла к каждому коренному подшипнику и к опорным шейкам распределительного вала. К фланцу крепится центрифуга для фильтрации масла. С этой же стороны блока в нижней части имеется фланец установки сливного клапана системы смазки.
С левой стороны в нижней части располагается измеритель уровня масла в картере и два фланца для подсоединения маслопроводов к насосу предпусковой прокачки масла и к радиатору охлаждения масла.
Гильзы цилиндров «мокрого» типа отлиты из легированного чугуна, установлены в гнездах блок-картера.
Снаружи гильза имеет два шлифованных пояска, которыми она центрируется в расточенных гнездах блок-картера. Упорным фланцем в верхней части гильза опирается на соответствующую выточку в верхней плите блока. При затяжке головки цилиндров гильза плотно прижимается к блок-картеру благодаря тому, что верхний торец фланца гильзы выступает над плоскостью блока на 0,065—0,165 мм. Разность выступаний для одного ряда цилиндров не более 0,07 мм, а для одной гильзы — не более 0,03 мм.
Для более равномерного прижатия и лучшего уплотнения стыка головка цилиндров опирается на фланец гильзы через окантовку прокладки.
Зазор между гильзой и блок-картером в верхнем и нижнем поясе 0,05—0,13 мм. В нижнем поясе на гильзе имеется две канавки. В эти канавки поставлены резиновые кольца, которыми гильза уплотняется с блоком, обеспечивая герметичность водяной рубашки.
Для получения нужного зазора между поршнем и гильзой последние по внутреннему диаметру сортируются на две группы. Размеры и маркировка групп приведены в таблице. Маркировку наносят на верхний торец упорного фланца ударным клеймом.
В комплект для одного двигателя подбирают гильзы и поршни одной и той же размерной группы.
Крышка передняя представляет собой фасонную отливку из алюминиевого сплава. Крышка крепится к переднему торцу блок-картера через паронитовую прокладку. В крышке от фланца отходят два литых канала 8, по которым охлаждающая вода поступает в распределительные каналы левого и правого блоков цилиндров. На фланце на двух штифтах устанавливается водяной насос и крепится четырьмя шпильками.
Одновременно с крышкой к блок-картеру крепится передняя опора двигателя, которая представляет собой стальную отливку, в центре которой располагается полка под кронштейн крепления двигателя на раме трактора. Гайки крепления передней опоры затягиваются с усилием 10—12 кгм, а болты крепления передней крышки — 8—10 кгм.
В нижней части в цилиндрической расточке располагается кольцо маслоотражателя и самоподжимной сальник типа II-80 размером 80Х ХЮ5Х12 для уплотнения переднего носка коленчатого вала.
На крышке с правой и левой стороны предусмотрено по одному обработанному фланцу: с правой стороны — для крепления кронштейна компрессора, с левой стороны — для кронштейна генератора.
Если компрессор не устанавливается, на фланец ставится крышка с прокладкой, закрывающая отверстие, предназначенное для слива смазки из компрессора.
Картер маховика служит одновременно картером для расположения шестерен распределения маховика, блока шестерен передачи от пускового двигателя к редуктору, а также имеет площадки для крепления кронштейнов задних опор двигателя. Между задним торцом блок-картера и картером маховика установлен стальной щит. Между блок-картером, щитом и картером маховика установлены две прокладки из паронита. Картер маховика крепится к блоку цилиндров восемью шпильками.

Рис. 2. Блок шестерен привода редуктора:

Рис. 3. Установка седел клапанов: 1 — нижняя плоскость головки цилиндров; 2—козырек седла впускного клапана; 3 — седло выпускного клапана; 4 — отверстие под распылитель форсунки.
В центральной части в цилиндрической расточке помещается кольцо маслоотражателя и самоподжимной сальник типа 11-120 размером 120X150X14 мм для уплотнения картерной части двигателя.
Установка пускового двигателя на специальную площадку производится по двум цилиндрическим штифтам.
В приливе под установку пускового двигателя располагается блок шестерен. В цилиндрической расточке установлен стакан, в котором на двух шарикоподшипниках вращается валик с посаженными на его концах двумя шестернями. Шестерня входит в зацепление с шестерней пускового двигателя, а шестерня с приводной шестерней редуктора. Стакан стопорится в картере маховика винтом.
Контрольное отверстие служит для проверки уровня смазки в полости блока шестерен. В конструкцию этого узла внесено изменение. С января 1975 г. самоподжимной сальник не устанавливается и контролировать уровень смазки в полости блока шестерен не нужно.
К фланцу тремя болтами крепится редуктор. В верхней части картера сводной стороны крепится опора шестерни привода топливного насоса, а с противоположной проставка крепления топливного насоса.
На картере маховика имеется лючок для определения положения ВМТ и указатель ВМТ, а в нижней части по одному с каждой стороны вентиляционные окна для циркуляции воздуха с целью охлаждения муфты сцепления. К заднему торцу картера маховика на двух центрирующих штифтах уста«авливается крышка муфты сцепления и крепится двенадцатью болтами.
Головка цилиндров представляет собой общую на три цилиндра чугунную отливку сложной формы. На блок цилиндров головка устанавливается по двум направляющим втулкам и крепится шестнадцатью шпильками, расположенными равномерно вокруг трех цилиндров.
Против каждого цилиндра в головке предусмотрено по два гнезда под клапаны. В гнезда запрессованы седла. Седло впускного клапана имеет козырек, который создает вихревое движение воздуха в камере сгорания для улучшения смесеобразования.
Клапанные гнезда сообщаются с впускными и выпускными каналами, отлитыми внутри головки. Три впускных канала выходят на нижнюю плоскость и стыкуются с отверстиями в блок-картере, которые сообщаются с ресивером. Три выпускных канала выходят на боко^ вую поверхность. К фланцам в местах выхода выпускных каналов шестью шпильками крепится выпускной коллектор.
В головке цилиндров три расточенных колодца под установку форсунок. Форсунка расположена между клапанами под углом 23° к вертикальной оси с выходом конца распылителя из отверстия в нижней стенке головки цилиндров. В месте выхода распылителя сделана лыска. Для эффективного охлаждения форсунок подвод воды из блок-картера осуществляется через девять сверленых отверстий. Вода поступает по сверленым каналам направленным потоком на стенки, где располагаются форсунки и клапаны. С левой стороны вдоль головки цилиндров расположен водяной коллектор для отвода воды из головки. На верхней плоскости коллектора имеются два выходных отверстия с фланцами, один из которых используется для присоединения водоотводного патрубка, а другой закрывается крышкой. В зависимости от назначения головки для правого или левого блока цилиндров установку водоотводного патрубка меняют местами.
Над впускными гнездами клапанов расположены шесть запрессованных в головку направляющих втулок клапанов. Окончательную обработку отверстий направляющих втулок клапанов производят в сборе с головкой цилиндров. Этим обеспечивается правильная посадка клапанов. Биение фаски клапанных гнезд относительно отверстия направляющих втулок клапанов не более 0,05 мм.
Посадочная фаска на седле впускного клапана обработана под углом 120°, а выпускного — под углом 90°.
После притирки клапанов ширина притертой фаски должна быть не менее 1,5 мм и обеспечивать герметичность посадки клапана. На верхней стенке головки имеются три обработанные площадки под стойки осей коромысел, а по периметру — обработанная плоскость под колпак головки, которым закрывается клапанный механизм.
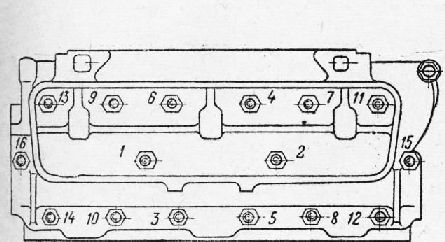
Рис. 4. Схема затяжки гаек крепления головки цилиндров.

Рис. 5. Крышка картера нижняя:
В стыке блок-картера и головки цилиндров установлена прокладка из асбостального полотна. Отверстия под цилиндры и два больших водяных отверстия окантованы. Перед установкой прокладки обжимаются и устанавливаются широкой окантовкой к блок-картеру. Затяжку гаек крепления головки производят в последовательности, указанной на рисунке 4. За один прием гайку затягивают на одну-две грани. Окончательную затяжку гаек производят усилием 22—24 кгм.
Крышка картера нижняя, штампованная из листовой стали, закрывает нижнюю часть картера и служит резервуаром для масла. Плоскость разъема уплотняется прокладкой из пробки. Прокладка составная, состоит из четырех частей, которые соединяются между собой замками типа ласточкиного хвоста.
Перегородка отделяет полость размещения шестерни привода масляного насоса от общего объема крышки. В средней части устроен мас-лоуспококтель. На наружной поверхности приварены по две бонки с каждой стороны для присоединения фальш-поддона предпускового подогревателя.
Сливное отверстие на задней стенке закрыто пробкой с уплотни-тельным кольцом. Для большей жесткости с нижней стороны к фланцу крепления крышки но периметру приварены планки толщиной 3 мм.
Читать далее: Кривошипно-шатунный механизм двигателя СМД-62
Категория: - Трактор Т-150
stroy-technics.ru
Блок цилиндров отливается из алюминиевого сплава и составляет одно целое с верхней частью картера. Блок имеет открытую вверх полость водяной рубашки, в которую вставляются чугунные гильзы с опорой в дно этой полости.
По контуру верхней плоскости блока расположены десять бобышек для крепления головки цилиндров. Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала. Крышки коренных подшипников изготовлены из ковкого чугуна; каждая крышка крепится к блоку двумя шпильками диаметром 12 мм. В первой крышке торцы обработаны совместно с блоком для установки шайб упорного подшипника. Крышки подшипников растачиваются в сборе с блоком, и поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме первой и пятой, выбиты их порядковые номера. Гайки шпилек крепления крышек затягиваются динамометрическим ключом с моментом 100—110 Н·м (10— 11 кгс·м) и стопорятся герметиком «Унигерм-9». К переднему торцу блока на паронитовой прокладке крепится отлитая из алюминиевого сплава крышка распределительных шестерен с резиновой манжетой для уплотнения носка коленчатого вала.
К заднему торцу блока шестью болтами и двумя установочными штифтами крепится отлитый из алюминиевого сплава картер сцепления, точная установка которого необходима для правильной работы коробки передач. Задний торец картера сцепления и отверстие в нем для установки коробки передач с целью обеспечения соосности первичного вала коробки передач с коленчатым валом обрабатываются в сборе с блоком, поэтому указанные детали не взаимозаменяемы.
Цилиндры двигателя выполнены в виде легкосъемных мокрых гильз, отлитых из специального износостойкого чугуна. Гильза цилиндров вставляется в гнездо блока нижней частью. В плоскости нижнего стыка гильза уплотнена прокладкой из мягкой меди толщиной 0,3 мм, а по верхнему торцу — прокладкой головки цилиндров. Для надлежащего уплотнения верхний торец гильзы выступает над плоскостью блока на 0,02—0,1 мм. При этом медная прокладка должна быть обжата. Для надежного уплотнения необходимо, чтобы разница выступания гильз над плоскостью блока на одном двигателе была в пределах 0,02—0,055 мм. Это достигается (на заводе) сортировкой гильз цилиндров по высоте (от нижнего стыка до верхнего торца) и блоков по глубине проточки под гильзу (от его верхнего торца) на две группы. При смене гильз цилиндров равномерность выступания можно обеспечить подбором медных прокладок соответствующей толщины.
Головка цилиндров — общая для всех цилиндров, отлита из алюминиевого сплава и подвергнута термообработке (закалке и старению). Впускные и выпускные каналы выполнены раздельно для каждого цилиндра и расположены с правой стороны головки. Гнезда для клапанов расположены в ряд по продольной оси двигателя. Седла всех клапанов — вставные, изготовлены из жаропрочного чугуна высокой твердости. Благодаря большому натягу при посадке седла в гнездо головки (на заводе перед сборкой головка нагревается до температуры 160—175° С, а седла охлаждаются примерно до минус 40— 45° С, при этом седло свободно вставляется в гнездо головки), а также достаточно большому коэффициенту линейного расширения материала седла обеспечивается надежная и прочная посадка седла в гнезде. Дополнительно металл головки вокруг седел обжимается с помощью оправки.
Втулки клапанов так же, как и седла, собираются с головкой предварительно нагретой (втулки — охлажденные). Фаски в седлах и отверстия во втулках обрабатываются в сборе с головкой.
Головка цилиндров крепится к блоку десятью стальными шпильками диаметром 12 мм. Под гайки шпилек поставлены плоские стальные термоупрочненные шайбы. Между головкой и блоком устанавливается прокладка из асбестового полотна, армированного металлическим каркасом и покрытого графитом. Окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью. Толщина прокладки в сжатом состоянии — 1,5 мм.
Правильное положение головки на блоке обеспечивается двумя установочными штифтами-втулками, запрессованными в блок цилиндров (в бобышки шпилек крепления головки). Момент силы затяжки гаек крепления готовки должен быть 83—90 Н·м (8,3—9,0 кгс·м).
Головки цилиндров двигателей 4025 и 4026 различаются по объему камep сгорания. Увеличение степени сжатия двигателя 4026 получено за счет дополнительной фрезеровки нижней плоскости головки на 3,6 мм (высота головки двигателя 4026 составляет 94,4 мм, высота головки двигателя 4025 — 98 мм).
Объем камеры сгорания при поставленных на место клапанах и ввернутой свече составляет 74—77 см 3 для двигателя 4026 и 94—98 см 3 для двигателя 4025. Разница между объемами камер сгорания одной головки не должна превышать 2 см 3.
mashintop.ru
Блок цилиндров отливается из алюминиевого сплава и составляет одно целое с верхней частью картера. Блок имеет открытую вверх полость водяной рубашки, в которую вставляются чугунные гильзы с опорой в дно этой полости.
По контуру верхней плоскости блока расположены десять бобышек для крепления головки цилиндров. Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала. Крышки коренных подшипников изготовлены из ковкого чугуна; каждая крышка крепится к блоку двумя шпильками диаметром 12 мм. В первой крышке торцы обработаны совместно с блоком для установки шайб упорного подшипника. Крышки подшипников растачиваются в сборе с блоком, и поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме первой и пятой, выбиты их порядковые номера. Гайки шпилек крепления крышек затягиваются динамометрическим ключом с моментом 100—110 Н·м (10— 11 кгс·м) и стопорятся герметиком «Унигерм-9». К переднему торцу блока на паронитовой прокладке крепится отлитая из алюминиевого сплава крышка распределительных шестерен с резиновой манжетой для уплотнения носка коленчатого вала.
К заднему торцу блока шестью болтами и двумя установочными штифтами крепится отлитый из алюминиевого сплава картер сцепления, точная установка которого необходима для правильной работы коробки передач. Задний торец картера сцепления и отверстие в нем для установки коробки передач с целью обеспечения соосности первичного вала коробки передач с коленчатым валом обрабатываются в сборе с блоком, поэтому указанные детали не взаимозаменяемы.
Цилиндры двигателя выполнены в виде легкосъемных мокрых гильз, отлитых из специального износостойкого чугуна. Гильза цилиндров вставляется в гнездо блока нижней частью. В плоскости нижнего стыка гильза уплотнена прокладкой из мягкой меди толщиной 0,3 мм, а по верхнему торцу — прокладкой головки цилиндров. Для надлежащего уплотнения верхний торец гильзы выступает над плоскостью блока на 0,02—0,1 мм. При этом медная прокладка должна быть обжата. Для надежного уплотнения необходимо, чтобы разница выступания гильз над плоскостью блока на одном двигателе была в пределах 0,02—0,055 мм. Это достигается (на заводе) сортировкой гильз цилиндров по высоте (от нижнего стыка до верхнего торца) и блоков по глубине проточки под гильзу (от его верхнего торца) на две группы. При смене гильз цилиндров равномерность выступания можно обеспечить подбором медных прокладок соответствующей толщины.
Головка цилиндров — общая для всех цилиндров, отлита из алюминиевого сплава и подвергнута термообработке (закалке и старению). Впускные и выпускные каналы выполнены раздельно для каждого цилиндра и расположены с правой стороны головки. Гнезда для клапанов расположены в ряд по продольной оси двигателя. Седла всех клапанов — вставные, изготовлены из жаропрочного чугуна высокой твердости. Благодаря большому натягу при посадке седла в гнездо головки (на заводе перед сборкой головка нагревается до температуры 160—175° С, а седла охлаждаются примерно до минус 40— 45° С, при этом седло свободно вставляется в гнездо головки), а также достаточно большому коэффициенту линейного расширения материала седла обеспечивается надежная и прочная посадка седла в гнезде. Дополнительно металл головки вокруг седел обжимается с помощью оправки.
Втулки клапанов так же, как и седла, собираются с головкой предварительно нагретой (втулки — охлажденные). Фаски в седлах и отверстия во втулках обрабатываются в сборе с головкой.
Головка цилиндров крепится к блоку десятью стальными шпильками диаметром 12 мм. Под гайки шпилек поставлены плоские стальные термоупрочненные шайбы. Между головкой и блоком устанавливается прокладка из асбестового полотна, армированного металлическим каркасом и покрытого графитом. Окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью. Толщина прокладки в сжатом состоянии — 1,5 мм.
Правильное положение головки на блоке обеспечивается двумя установочными штифтами-втулками, запрессованными в блок цилиндров (в бобышки шпилек крепления головки). Момент силы затяжки гаек крепления готовки должен быть 83—90 Н·м (8,3—9,0 кгс·м).
Головки цилиндров двигателей 4025 и 4026 различаются по объему камep сгорания. Увеличение степени сжатия двигателя 4026 получено за счет дополнительной фрезеровки нижней плоскости головки на 3,6 мм (высота головки двигателя 4026 составляет 94,4 мм, высота головки двигателя 4025 — 98 мм).
Объем камеры сгорания при поставленных на место клапанах и ввернутой свече составляет 74—77 см3 для двигателя 4026 и 94—98 см3 для двигателя 4025. Разница между объемами камер сгорания одной головки не должна превышать 2 см3.
automn.ru
Блок цилиндров отливается из алюминиевого сплава и составляет одно целое с верхней частью картера. Блок имеет открытую вверх полость водяной рубашки, в которую вставляются чугунные гильзы с опорой в дно этой полости.
По контуру верхней плоскости блока расположены десять бобышек для крепления головки цилиндров. Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала. Крышки коренных подшипников изготовлены из ковкого чугуна; каждая крышка крепится к блоку двумя шпильками диаметром 12 мм. В первой крышке торцы обработаны совместно с блоком для установки шайб упорного подшипника. Крышки подшипников растачиваются в сборе с блоком, и поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме первой и пятой, выбиты их порядковые номера. Гайки шпилек крепления крышек затягиваются динамометрическим ключом с моментом 100—110 Н·м (10— 11 кгс·м) и стопорятся герметиком «Унигерм-9». К переднему торцу блока на паронитовой прокладке крепится отлитая из алюминиевого сплава крышка распределительных шестерен с резиновой манжетой для уплотнения носка коленчатого вала.
К заднему торцу блока шестью болтами и двумя установочными штифтами крепится отлитый из алюминиевого сплава картер сцепления, точная установка которого необходима для правильной работы коробки передач. Задний торец картера сцепления и отверстие в нем для установки коробки передач с целью обеспечения соосности первичного вала коробки передач с коленчатым валом обрабатываются в сборе с блоком, поэтому указанные детали не взаимозаменяемы.
Цилиндры двигателя выполнены в виде легкосъемных мокрых гильз, отлитых из специального износостойкого чугуна. Гильза цилиндров вставляется в гнездо блока нижней частью. В плоскости нижнего стыка гильза уплотнена прокладкой из мягкой меди толщиной 0,3 мм, а по верхнему торцу — прокладкой головки цилиндров. Для надлежащего уплотнения верхний торец гильзы выступает над плоскостью блока на 0,02—0,1 мм. При этом медная прокладка должна быть обжата. Для надежного уплотнения необходимо, чтобы разница выступания гильз над плоскостью блока на одном двигателе была в пределах 0,02—0,055 мм. Это достигается (на заводе) сортировкой гильз цилиндров по высоте (от нижнего стыка до верхнего торца) и блоков по глубине проточки под гильзу (от его верхнего торца) на две группы. При смене гильз цилиндров равномерность выступания можно обеспечить подбором медных прокладок соответствующей толщины.
Головка цилиндров — общая для всех цилиндров, отлита из алюминиевого сплава и подвергнута термообработке (закалке и старению). Впускные и выпускные каналы выполнены раздельно для каждого цилиндра и расположены с правой стороны головки. Гнезда для клапанов расположены в ряд по продольной оси двигателя. Седла всех клапанов — вставные, изготовлены из жаропрочного чугуна высокой твердости. Благодаря большому натягу при посадке седла в гнездо головки (на заводе перед сборкой головка нагревается до температуры 160—175° С, а седла охлаждаются примерно до минус 40— 45° С, при этом седло свободно вставляется в гнездо головки), а также достаточно большому коэффициенту линейного расширения материала седла обеспечивается надежная и прочная посадка седла в гнезде. Дополнительно металл головки вокруг седел обжимается с помощью оправки.
Втулки клапанов так же, как и седла, собираются с головкой предварительно нагретой (втулки — охлажденные). Фаски в седлах и отверстия во втулках обрабатываются в сборе с головкой.
Головка цилиндров крепится к блоку десятью стальными шпильками диаметром 12 мм. Под гайки шпилек поставлены плоские стальные термоупрочненные шайбы. Между головкой и блоком устанавливается прокладка из асбестового полотна, армированного металлическим каркасом и покрытого графитом. Окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью. Толщина прокладки в сжатом состоянии — 1,5 мм.
Правильное положение головки на блоке обеспечивается двумя установочными штифтами-втулками, запрессованными в блок цилиндров (в бобышки шпилек крепления головки). Момент силы затяжки гаек крепления готовки должен быть 83—90 Н·м (8,3—9,0 кгс·м).
Головки цилиндров двигателей 4025 и 4026 различаются по объему камep сгорания. Увеличение степени сжатия двигателя 4026 получено за счет дополнительной фрезеровки нижней плоскости головки на 3,6 мм (высота головки двигателя 4026 составляет 94,4 мм, высота головки двигателя 4025 — 98 мм).
Объем камеры сгорания при поставленных на место клапанах и ввернутой свече составляет 74—77 см3 для двигателя 4026 и 94—98 см3 для двигателя 4025. Разница между объемами камер сгорания одной головки не должна превышать 2 см3.
automn.ru
Блок цилиндров отливается из алюминиевого сплава и составляет одно целое с верхней частью картера. Блок имеет открытую вверх полость водяной рубашки, в которую вставляются чугунные гильзы с опорой в дно этой полости.
По контуру верхней плоскости блока расположены десять бобышек для крепления головки цилиндров Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала.
Крышки коренных подшипников изготовлены из ковкого чугуна, каждая крышка крепится к блоку двумя шпильками диаметром 12 мм. В первой крышке торцы обработаны совместно с блоком для установки шайб упорного подшипника Крышки подшипников растачиваются в сборе с блоком, и поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме первой и пятой, выбиты их порядковые номера. Гайки шпилек крепления крышек затягиваются динамометрическим ключом с моментом 100—110 Нм (10— 11 кгм) и стопорятся герметиком. К переднему торцу блока на паронитовои прокладке крепится отлитая из алюминиевого сплава крышка распределительных шестерен с резиновой манжетой для уплотнения носка коленчатого вала
К заднему торцу блока шестью болтами и двумя установочными штифтами крепится отлитый из алюминиевого сплава картер сцепления, точная установка которого необходима для правильной работы коробки передач. Задний торец картера сцепления и отверстие в нем для установки коробки передач с целью обеспечения соосности первичного вала коробки передач с коленчатым валом обрабатываются в сборе с блоком, поэтому указанные детали не взаимозаменяемы.
Цилиндры двигателя выполнены в виде легкосъемных мокрых гильз, отлитых из специального износостойкого чугуна. Гильза цилиндров вставляется в гнездо блока нижней частью. В плоскости нижнего стыка гильза уплотнена прокладкой из мягкой меди толщиной 0,3 мм, а по верхнему торцу — прокладкой головки цилиндров. Для надлежащего уплотнения верхний торец гильзы выступает над плоскостью блока на 0,02—0,1 мм При этом медная прокладка должна быть обжата. Для надежного уплотнения необходимо, чтобы разница выступания гильз над плоскостью блока на одном двигателе была в пределах 0,02—0,055 мм. Это достигается (на заводе) сортировкой гильз цилиндров по высоте (от нижнего стыка до верхнего торца) и блоков по глубине проточки под гильзу (от его верхнего торца) на две группы. При смене гильз цилиндров равномерность выступания можно обеспечить подбором медных прокладок соответствующей толщины
Головка цилиндров — общая для всех цилиндров, отлита из алюминиевого сплава и подвергнута термообработке (закалке и старению) Впускные и выпускные каналы выполнены раздельно для каждого цилиндра и расположены с правой стороны головки Гнезда для клапанов расположены в ряд по продольной оси двигателя Седла всех клапанов — вставные, изготовлены из жаропрочного чугуна высокой твердости Благодаря большому натягу при посадке седла в гнездо головки (на заводе перед сборкой головка нагревается до температуры 160—175° С, а седла охлаждаются примерно до минус 40—45° С, при этом седло свободно вставляется в гнездо головки), а также достаточно большому коэффициенту линейного расшырения материала седла обеспечивается надежная и прочная посадка седла в гнезде. Дополнительно металл головки вокруг седел обжимается с помощью оправки. Втулки клапанов также, как и седла, собираются с головкой предварительно нагретой (втулки — охлажденные) Фаски в седлах и отверстия во втулках обрабатываются в сборе с головкой
Головка цилиндров крепится к блоку десятью стальными шпильками диаметром 12 мм. Под гайки шпилек поставлены плоские стальные термоупрочненные шайбы Между головкой и блоком устанавливается прокладка из асбестового полотна, армированного металлическим каркасом и покрытого графитом окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью Толщина прокладки в сжатом состоянии — 1,5 мм
Правильное положение головки на блоке обеспечивается двумя установочными штифтами-втулками, запрессованными в блок цилиндров (в бобышки шпилек крепления головки). Момент силы затяжки гаек крепления готовки должен быть 83—90 Нм (3,3—9,0 кгм)
Головки цилиндров двигателей 4025 и 4026 различаются по объему камер сгорания Увеличение степени сжатия двигателя 4026 получено за счет дополнительной фрезеровки нижней плоскости головки на 3,6 мм (высота головки двигателя 4026 составляет 94,4 мм, высота головки двигателя 4025 — 93 мм)
Объем камеры сгорания при поставленных на место клапанах и ввернутой свече составляет 74—77 см3 для двигателя 4026 и 94—98 см для двигателя 4025 Разница между объемами камер сгорания одной головки не должна превышать 2 см3
autoruk.ru
Блок цилиндров отливается из алюминиевого сплава и составляет одно целое с верхней частью картера. Блок имеет открытую вверх полость водяной рубашки, в которую вставляются чугунные гильзы с опорой в дно этой полости.
По контуру верхней плоскости блока расположены десять бобышек для крепления головки цилиндров. Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала. Крышки коренных подшипников изготовлены из ковкого чугуна; каждая крышка крепится к блоку двумя шпильками диаметром 12 мм. В первой крышке торцы обработаны совместно с блоком для установки шайб упорного подшипника. Крышки подшипников растачиваются в сборе с блоком, и поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме первой и пятой, выбиты их порядковые номера. Гайки шпилек крепления крышек затягиваются динамометрическим ключом с моментом 100—110 Н·м (10— 11 кгс·м) и стопорятся герметиком «Унигерм-9». К переднему торцу блока на паронитовой прокладке крепится отлитая из алюминиевого сплава крышка распределительных шестерен с резиновой манжетой для уплотнения носка коленчатого вала.
К заднему торцу блока шестью болтами и двумя установочными штифтами крепится отлитый из алюминиевого сплава картер сцепления, точная установка которого необходима для правильной работы коробки передач. Задний торец картера сцепления и отверстие в нем для установки коробки передач с целью обеспечения соосности первичного вала коробки передач с коленчатым валом обрабатываются в сборе с блоком, поэтому указанные детали не взаимозаменяемы.
Цилиндры двигателя выполнены в виде легкосъемных мокрых гильз, отлитых из специального износостойкого чугуна. Гильза цилиндров вставляется в гнездо блока нижней частью. В плоскости нижнего стыка гильза уплотнена прокладкой из мягкой меди толщиной 0,3 мм, а по верхнему торцу — прокладкой головки цилиндров. Для надлежащего уплотнения верхний торец гильзы выступает над плоскостью блока на 0,02—0,1 мм. При этом медная прокладка должна быть обжата. Для надежного уплотнения необходимо, чтобы разница выступания гильз над плоскостью блока на одном двигателе была в пределах 0,02—0,055 мм. Это достигается (на заводе) сортировкой гильз цилиндров по высоте (от нижнего стыка до верхнего торца) и блоков по глубине проточки под гильзу (от его верхнего торца) на две группы. При смене гильз цилиндров равномерность выступания можно обеспечить подбором медных прокладок соответствующей толщины.
Головка цилиндров — общая для всех цилиндров, отлита из алюминиевого сплава и подвергнута термообработке (закалке и старению). Впускные и выпускные каналы выполнены раздельно для каждого цилиндра и расположены с правой стороны головки. Гнезда для клапанов расположены в ряд по продольной оси двигателя. Седла всех клапанов — вставные, изготовлены из жаропрочного чугуна высокой твердости. Благодаря большому натягу при посадке седла в гнездо головки (на заводе перед сборкой головка нагревается до температуры 160—175° С, а седла охлаждаются примерно до минус 40— 45° С, при этом седло свободно вставляется в гнездо головки), а также достаточно большому коэффициенту линейного расширения материала седла обеспечивается надежная и прочная посадка седла в гнезде. Дополнительно металл головки вокруг седел обжимается с помощью оправки.
Втулки клапанов так же, как и седла, собираются с головкой предварительно нагретой (втулки — охлажденные). Фаски в седлах и отверстия во втулках обрабатываются в сборе с головкой.
Головка цилиндров крепится к блоку десятью стальными шпильками диаметром 12 мм. Под гайки шпилек поставлены плоские стальные термоупрочненные шайбы. Между головкой и блоком устанавливается прокладка из асбестового полотна, армированного металлическим каркасом и покрытого графитом. Окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью. Толщина прокладки в сжатом состоянии — 1,5 мм.
Правильное положение головки на блоке обеспечивается двумя установочными штифтами-втулками, запрессованными в блок цилиндров (в бобышки шпилек крепления головки). Момент силы затяжки гаек крепления готовки должен быть 83—90 Н·м (8,3—9,0 кгс·м).
Головки цилиндров двигателей 4025 и 4026 различаются по объему камep сгорания. Увеличение степени сжатия двигателя 4026 получено за счет дополнительной фрезеровки нижней плоскости головки на 3,6 мм (высота головки двигателя 4026 составляет 94,4 мм, высота головки двигателя 4025 — 98 мм).
Объем камеры сгорания при поставленных на место клапанах и ввернутой свече составляет 74—77 см3 для двигателя 4026 и 94—98 см3 для двигателя 4025. Разница между объемами камер сгорания одной головки не должна превышать 2 см3.
automn.ru